

- 304.89 KB
- 2022-04-29 13:53:41 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第40卷第2期塑料工业2012年2月CHINAPLASTICSINDUSTRY·45·夹芯共注成型技术在卫浴行业的应用王湘冀,陈怀民,李德勤(1.厦门威迪亚精密模具塑胶有限公司,福建厦门361026;2.集美大学机械工程学院,福建厦门361021)摘要:卫浴制品生产行业需消耗大量优质塑料原料,而多层制品结构固有的缺点并不适合于卫浴制品。通过对夹芯共注成形原理及特性的分析,在马桶盖产品的设计及制造中使用夹芯共注成型技术,夹芷=共注成型产品中二次料质量约占总质量的40%,节约大量优质塑料。文中指出卫浴等其它优质塑料消耗量大的行业,采用夹芯共注成型技术,可大量利用生产过程中产生二次料和回收塑料,降低产品制造成本。关键词:夹芯;共注成型;前缘突破;黏度;多层结构中图分类号:TQ320.66文献标识码:B文章编号:1005—5770(2012)02—0045—04ApplicationofSandwichCo。injectionMoldingTechnologyforSanitaryProductsWANGXiang-ji,CHENHuai。min,LIDe。qin(1.XIAMENWDIPrecisionMould&PlasticsCo.,Ltd.,Xiamen361026,China;2.SchoolofMechanicMEngineering,JimeiUniversity,Xiamen361021,China)Abstract:Sanitaryproductsindustrygeneratingneededalargenumberofhighqualityplasticmaterials,buttheinherentshortcomingsofmuhilayerstructurewerenotsuitableforbathroomproducts.Throughanalysistoprincipleandcharacteristicsofsandwichco。injectionmolding,thetoiletseatproductdesignandmanufac-turingusedsandwicheo。injectionmoldingtechnology.Thequalitiesofreclaimedmaterialsofsandwichinjec—tionmoldingproductswereinthetotalmassofabout40%,savingalotofhigh‘qualityplastic.Thepaperpointedoutthatthesanitaryandotherindustriesconsumedalargeamountofgoodqualityplastic,ifusingre—claimedmaterialandrecyclingplasticbysandwichCO。injectionmoldingtechnology,themanufacturingcostscouldbereduced.Keywords:Sandwich;CoinjectionMolding;FrontBreakthrough;Viscosity;MultilayerStructure塑料材料具有质量轻、比强度高,耐化学腐蚀能马桶盖,其呈现出来的质感、颜色与一次塑料注射成力强、光学性能好和防水、防潮和易于注射成形等优形的马桶盖相比会有较大的差别,因为二次料被污点⋯,因此被广泛应用于使用温度不高、易受潮和染,马桶盖表面通常会产生斑点,影响制品的表面质腐蚀的环境,如洗手间的卫浴制品、日常生活用品及量,直接采用二次塑料生产马桶盖是不能满足产品的工作温度不高的电子产品的制造。质量要求。l马桶盖零件生产及特点2多层马桶盖设计慨念马桶盖是由盖板和座圈组成,两者的外形尺寸都当前卫浴行业竞争日益激烈,企业如何降低制造较大,表面质量要求高,且座圈需承受人体重量,要成本是摆在业内技术人员的研究课题。传统马桶盖制求制品具备一定的强度,意味座圈设计厚度要厚,最造工艺其原材料的成本占整个制品制造成本的70%,大厚度高达15mm,如图1所示,盖板厚度尺寸一般故降低马桶盖原材料的成本是降低制品制造成本最有也大于5mm。马桶盖板及座圈的生产需消耗大量高效地途径之一。品质的塑料材料。传统的马桶盖通常采用同种材料一2.1双层马桶盖产品设计次注塑形成,高档次的马桶盖需采用高品质的塑料注为保证马桶盖产品的强度及质感,制品的厚度不塑,低档马桶盖选择塑料品质就较差。例如,企业为能减小,只能从材料成本方面想办法。双层马桶盖设节约原材料的成本,采用回收的二次塑料注塑形成的计思想是将马桶盖板设计成上、下两层,常见上层采作者简介:王湘冀,男,1962年生,工程师,主要从事注射成型工艺及注射模具的研究。eheerwdi001@yahoo.eom.an
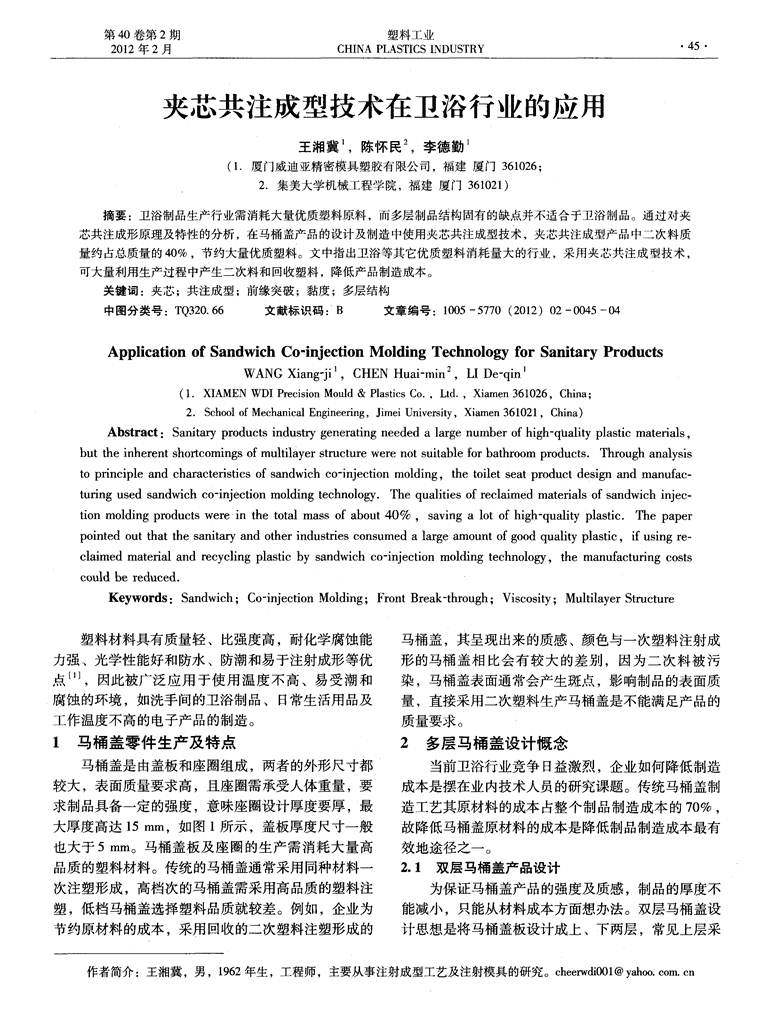
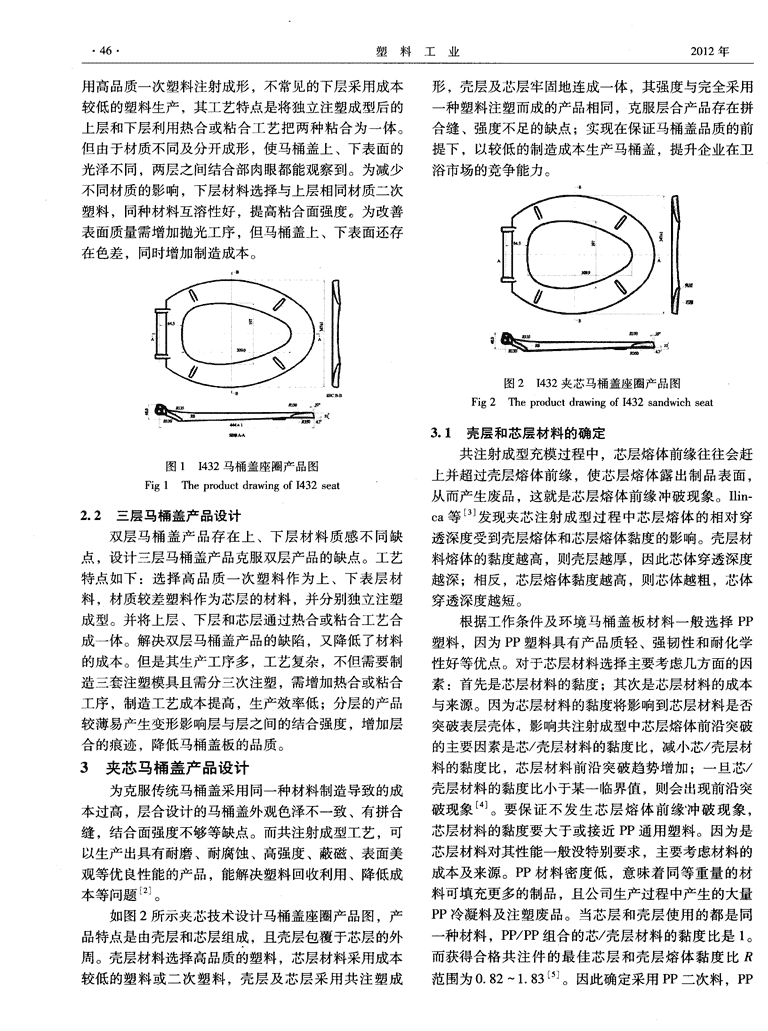
·46·塑料工业用高品质一次塑料注射成形,不常见的下层采用成本形,壳层及芯层牢固地连成一体,其强度与完全采用较低的塑料生产,其工艺特点是将独立注塑成型后的一种塑料注塑而成的产品相同,克服层合产品存在拼上层和下层利用热合或粘合工艺把两种粘合为一体。合缝、强度不足的缺点;实现在保证马桶盖品质的前但由于材质不同及分开成形,使马桶盖上、下表面的提下,以较低的制造成本生产马桶盖,提升企业在卫光泽不同,两层之间结合部肉眼都能观察到。为减少浴市场的竞争能力。不同材质的影响,下层材料选择与上层相同材质二次B塑料,同种材料互溶性好,提高粘合面强度。为改善表面质量需增加抛光工序,但马桶盖上、下表面还存在色差,同时增加制造成本。;:======图2I432夹芯马桶盖座圈产品图1B目”Fig2TheproductdrawingofI432sandwichseat====3.1壳层和芯层材料的确定共注射成型充模过程中,芯层熔体前缘往往会赶图1I432马桶盖座圈产品图上并超过壳层熔体前缘,使芯层熔体露出制品表面,Fig1TheproductdrawingofI432seat从而产生废品,这就是芯层熔体前缘冲破现象。Ilin.2.2三层马桶盖产品设计oa等发现夹芯注射成型过程中芯层熔体的相对穿双层马桶盖产品存在上、下层材料质感不同缺透深度受到壳层熔体和芯层熔体黏度的影响。壳层材点,设计三层马桶盖产品克服双层产品的缺点。工艺料熔体的黏度越高,则壳层越厚,因此芯体穿透深度特点如下:选择高品质一次塑料作为上、下表层材越深;相反,芯层熔体黏度越高,则芯体越粗,芯体料,材质较差塑料作为芯层的材料,并分别独立注塑穿透深度越短。成型。并将上层、下层和芯层通过热合或粘合工艺合根据工作条件及环境马桶盖板材料一般选择PP成一体。解决双层马桶盖产品的缺陷,又降低了材料塑料,因为PP塑料具有产品质轻、强韧性和耐化学的成本。但是其生产工序多,工艺复杂,不但需要制性好等优点。对于芯层材料选择主要考虑几方面的因造三套注塑模具且需分三次注塑,需增加热合或粘合素:首先是芯层材料的黏度;其次是芯层材料的成本工序,制造工艺成本提高,生产效率低;分层的产品与来源。因为芯层材料的黏度将影响到芯层材料是否较薄易产生变形影响层与层之间的结合强度,增加层突破表层壳体,影响共注射成型中芯层熔体前沿突破合的痕迹,降低马桶盖板的品质。的主要因素是芯/壳层材料的黏度比,减小芯/壳层材3夹芯马桶盖产品设计料的黏度比,芯层材料前沿突破趋势增加;一旦芯/为克服传统马桶盖采用同一种材料制造导致的成壳层材料的黏度比小于某一临界值,则会出现前沿突本过高,层合设计的马桶盖外观色泽不一致、有拼合破现象J。要保证不发生芯层熔体前缘帅破现象,缝,结合面强度不够等缺点。而共注射成型工艺,可芯层材料的黏度要大于或接近PP通用塑料。因为是以生产出具有耐磨、耐腐蚀、高强度、蔽磁、表面美芯层材料对其性能一般没特别要求,主要考虑材料的观等优良性能的产品,能解决塑料回收利用、降低成成本及来源。PP材料密度低,意味着同等重量的材本等问题。料可填充更多的制品,且公司生产过程中产生的大量如图2所示夹芯技术设计马桶盖座圈产品图,产PP冷凝料及注塑废品。当芯层和壳层使用的都是同品特点是由壳层和芯层组成,且壳层包覆于芯层的外一种材料,PP/PP组合的芯/壳层材料的黏度比是1。周。壳层材料选择高品质的塑料,芯层材料采用成本而获得合格共注件的最佳芯层和壳层熔体黏度比R较低的塑料或二次塑料,壳层及芯层采用共注塑成范围为0.82~1.83。因此确定采用PP二次料,PP
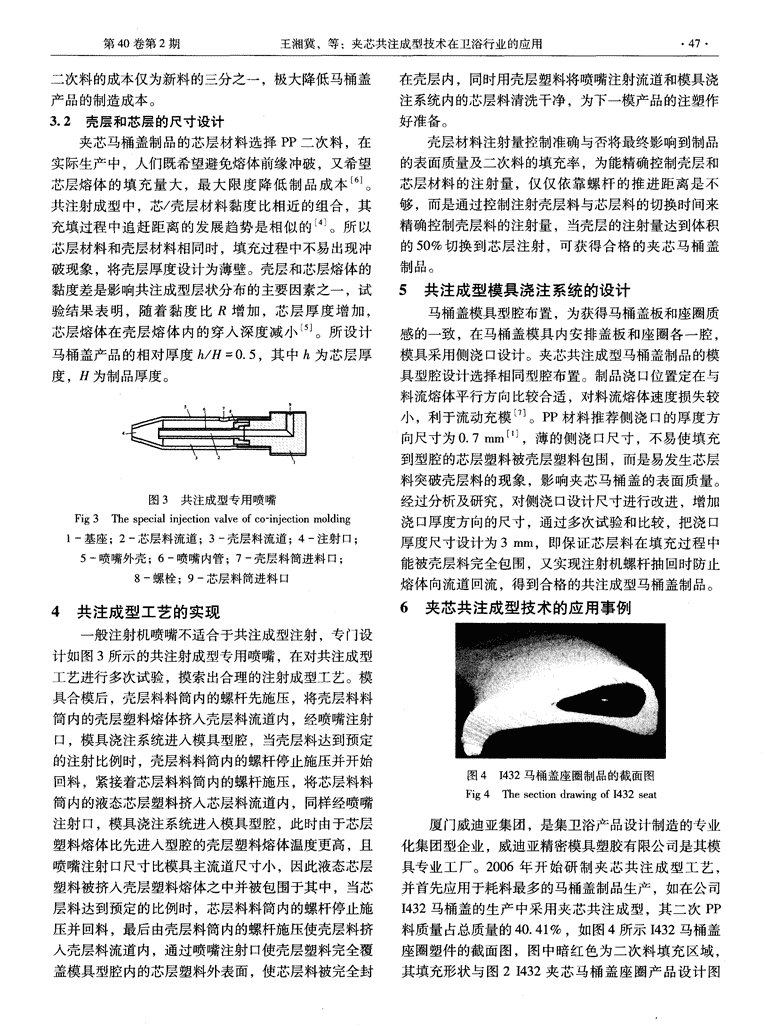
第40卷第2期王湘冀,等:夹芯共注成型技术在卫浴行业的应用二次料的成本仅为新料的三分之一,极大降低马桶盖在壳层内,同时用壳层塑料将喷嘴注射流道和模具浇产品的制造成本。注系统内的芯层料清洗干净,为下一模产品的注塑作3.2壳层和芯层的尺寸设计好准备。夹芯马桶盖制品的芯层材料选择PP二次料,在壳层材料注射量控制准确与否将最终影响到制品实际生产中,人们既希望避免熔体前缘冲破,又希望的表面质量及二次料的填充率,为能精确控制壳层和芯层熔体的填充量大,最大限度降低制品成本J。芯层材料的注射量,仅仅依靠螺杆的推进距离是不共注射成型中,芯/壳层材料黏度比相近的组合,其够,而是通过控制注射壳层料与芯层料的切换时间来充填过程中追赶距离的发展趋势是相似的。所以精确控制壳层料的注射量,当壳层的注射量达到体积芯层材料和壳层材料相同时,填充过程中不易出现冲的50%切换到芯层注射,可获得合格的夹芯马桶盖破现象,将壳层厚度设计为薄壁。壳层和芯层熔体的制品。黏度差是影响共注成型层状分布的主要因素之一,试5共注成型模具浇注系统的设计验结果表明,随着黏度比增加,芯层厚度增加,马桶盖模具型腔布置,为获得马桶盖板和座圈质芯层熔体在壳层熔体内的穿入深度减小J。所设计感的一致,在马桶盖模具内安排盖板和座圈各一腔,马桶盖产品的相对厚度h/H:0.5,其中h为芯层厚模具采用侧浇口设计。夹芯共注成型马桶盖制品的模度,为制品厚度。具型腔设计选择相同型腔布置。制品浇口位置定在与料流熔体平行方向比较合适,对料流熔体速度损失较小,利于流动充模J。PP材料推荐侧浇口的厚度方向尺寸为0.7mm⋯,薄的侧浇口尺寸,不易使填充到型腔的芯层塑料被壳层塑料包围,而是易发生芯层料突破壳层料的现象,影响夹芯马桶盖的表面质量。图3共注成型专用喷嘴经过分析及研究,对侧浇口设计尺寸进行改进,增加Fig3Thespecialinjectionvalveofco—injectionmolding浇口厚度方向的尺寸,通过多次试验和比较,把浇口1一基座;2一芯层料流道;3一壳层料流道;4一注射口;厚度尺寸设计为3mm,即保证芯层料在填充过程中5一喷嘴外壳;6一喷嘴内管;7一壳层料筒进料口;能被壳层料完全包围,又实现注射机螺杆抽回时防止8一螺栓;9一芯层料筒进料口熔体向流道回流,得到合格的共注成型马桶盖制品。4共注成型工艺的实现6夹芯共注成型技术的应用事例一般注射机喷嘴不适合于共注成型注射,专门设计如图3所示的共注射成型专用喷嘴,在对共注成型工艺进行多次试验,摸索出合理的注射成型工艺。模具合模后,壳层料料筒内的螺杆先施压,将壳层料料筒内的壳层塑料熔体挤入壳层料流道内,经喷嘴注射口,模具浇注系统进入模具型腔,当壳层料达到预定的注射比例时,壳层料料筒内的螺杆停止施压并开始图4I432马桶盖座圈制品的截面图回料,紧接着芯层料料筒内的螺杆施压,将芯层料料Fig4ThesectiondrawingofI432seat简内的液态芯层塑料挤人芯层料流道内,同样经喷嘴注射口,模具浇注系统进入模具型腔,此时由于芯层厦门威迪亚集团,是集卫浴产品设计制造的专业塑料熔体比先进入型腔的壳层塑料熔体温度更高,且化集团型企业,威迪亚精密模具塑胶有限公司是其模喷嘴注射口尺寸比模具主流道尺寸小,因此液态芯层具专业工厂。2006年开始研制夹芯共注成型工艺,塑料被挤人壳层塑料熔体之中并被包围于其中,当芯并首先应用于耗料最多的马桶盖制品生产,如在公司层料达到预定的比例时,芯层料料筒内的螺杆停止施I432马桶盖的生产中采用夹芯共注成型,其二次PP压并回料,最后由壳层料筒内的螺杆施压使壳层料挤料质量占总质量的40.41%,如图4所示I432马桶盖入壳层料流道内,通过喷嘴注射口使壳层塑料完全覆座圈塑件的截面图,图中暗红色为二次料填充区域,盖模具型腔内的芯层塑料外表面,使芯层料被完全封其填充形状与图2I432夹芯马桶盖座圈产品设计图
·48·塑料工业2012年(上接第33页)使得样品在该实验条件不能发泡成型2003,396(1—2):57—65.为泡沫材料。DMA结果显示未发泡成功的样品随着[5]GUANR,WANGBQ,LUD.Preparationofmicrocellular结晶度提高,其储能模量逐渐提高,PPS发泡后,储poly(ethyleneterephthalate)anditsproperties.[J]JAp—能模量有较大的下降。plPolymSci,2003,88(8):1956—1962.[6]ITOHM,KABUMOTOA.Effectsofcrystallizationoncell参考文献morphologyinmicrocellularpolyphenylenesulfide[J].Fu—[1]BALDWINDF,SHIMBOM,SUHN.Theroleofgasdis-rukawaRev,2005,28:32—38.solutionandinducedcrystallizationduringmicrocellularpoly-[7]WANGXJ,TONGW,LIW,eta1.Preparationandprop—merprocessing-astudyofpoly(ethylene’terephthalate)ertiesofnanocompositeofpoly(phenylenesulfide)/calciumandcarbondioxidesystems[J].JEngMaterTechnol,carbonate[J].PolymBull,2006,57(6):953—962.1995,117(1):62—74[8]KUMARV.Microcellularpolymers—novelmaterialsforthe[2]HAOAY,XUQ,LUZ,eta1.Studyofdifferenteffects21stcentury[J].ProgRubberPlastTechnol,1993,9onfoamingprocessofbiodegradablePLA/starchcompositesinsupercritical/compressedcarbondioxide[J].JApplPolym(1):54—70.[9]KUMARV,WELLERJE.ModelfortheunfoamedskinonSci,2008,109(4):2679—2686.microcellularfoams[J].PolymEngSci,1994,34:169[3]JENKINSMJ,HARRISONKL,SILVAMMCG,eta1.—173.Characterisationofmierocellularfoamsproducedfromsemi。[10]KUMARV,NADELLAK,LIW.Productionofthickmi—crystallinePCLusingsupercritiealcarbondioxide[J].Eurcrocellularthermoplasticsheets[M].ANTEC2003Con—PolymJ,2006,42(11):3145—3151.fereneeProceedings,Brookfield,SPE,2003:1722『4]VARMA—NAIRM,HANDAPY,MEHTAAK,eta1.EffectofcompressedCO2oncrystallizationandmeltingbe——1726.haviorofisotacticpotypropylene[J].ThermochimActa,(本文于2011—09—21收到)蒙大50万t工程塑料项目开工最近,蒙大新能源总投资104亿元的5O万t/a工程塑料项目在鄂尔多斯乌审召化工项目区开工奠基。项目以博源联化120万t甲醇和蒙大化工60万t甲醇为原料,建设规模为年产聚乙烯30万t、聚丙烯30万t、2一丙基庚醇7.27万t、其他产品7.33万t。'