

- 2.24 MB
- 2022-04-29 14:10:22 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'上海交通大学硕士学位论文半导体行业MES的研究与应用姓名:何月华申请学位级别:硕士专业:软件工程指导教师:曹健;王剑鸿20070901
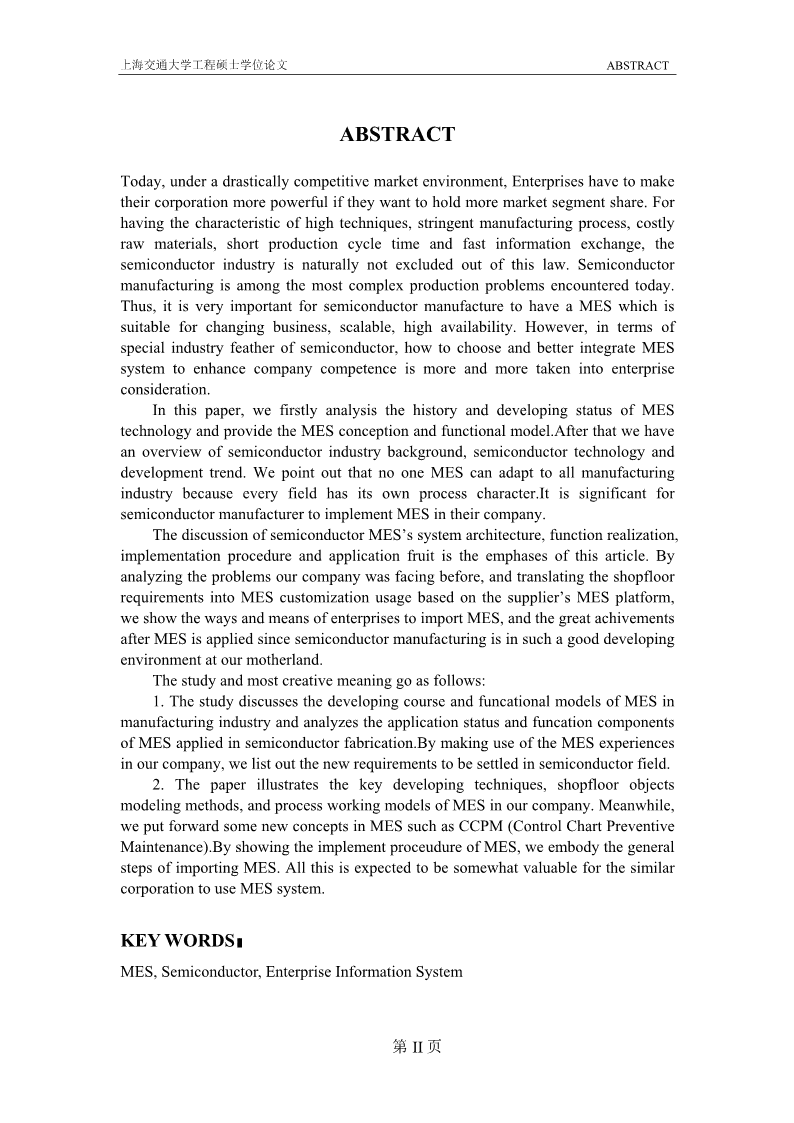
上海交通大学工程硕士学位论文ABSTRACTABSTRACTToday,underadrasticallycompetitivemarketenvironment,Enterpriseshavetomaketheircorporationmorepowerfuliftheywanttoholdmoremarketsegmentshare.Forhavingthecharacteristicofhightechniques,stringentmanufacturingprocess,costlyrawmaterials,shortproductioncycletimeandfastinformationexchange,thesemiconductorindustryisnaturallynotexcludedoutofthislaw.Semiconductormanufacturingisamongthemostcomplexproductionproblemsencounteredtoday.Thus,itisveryimportantforsemiconductormanufacturetohaveaMESwhichissuitableforchangingbusiness,scalable,highavailability.However,intermsofspecialindustryfeatherofsemiconductor,howtochooseandbetterintegrateMESsystemtoenhancecompanycompetenceismoreandmoretakenintoenterpriseconsideration.Inthispaper,wefirstlyanalysisthehistoryanddevelopingstatusofMEStechnologyandprovidetheMESconceptionandfunctionalmodel.Afterthatwehaveanoverviewofsemiconductorindustrybackground,semiconductortechnologyanddevelopmenttrend.WepointoutthatnooneMEScanadapttoallmanufacturingindustrybecauseeveryfieldhasitsownprocesscharacter.ItissignificantforsemiconductormanufacturertoimplementMESintheircompany.ThediscussionofsemiconductorMES’ssystemarchitecture,functionrealization,implementationprocedureandapplicationfruitistheemphasesofthisarticle.Byanalyzingtheproblemsourcompanywasfacingbefore,andtranslatingtheshopfloorrequirementsintoMEScustomizationusagebasedonthesupplier’sMESplatform,weshowthewaysandmeansofenterprisestoimportMES,andthegreatachivementsafterMESisappliedsincesemiconductormanufacturingisinsuchagooddevelopingenvironmentatourmotherland.Thestudyandmostcreativemeaninggoasfollows:1.ThestudydiscussesthedevelopingcourseandfuncationalmodelsofMESinmanufacturingindustryandanalyzestheapplicationstatusandfuncationcomponentsofMESappliedinsemiconductorfabrication.BymakinguseoftheMESexperiencesinourcompany,welistoutthenewrequirementstobesettledinsemiconductorfield.2.Thepaperillustratesthekeydevelopingtechniques,shopfloorobjectsmodelingmethods,andprocessworkingmodelsofMESinourcompany.Meanwhile,weputforwardsomenewconceptsinMESsuchasCCPM(ControlChartPreventiveMaintenance).ByshowingtheimplementproceudureofMES,weembodythegeneralstepsofimportingMES.AllthisisexpectedtobesomewhatvaluableforthesimilarcorporationtouseMESsystem.KEYWORDS:MES,Semiconductor,EnterpriseInformationSystem第II页
上海交通大学学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。除文中已经注明引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律结果由本人承担。学位论文作者签名:何月华日期:2007年10月10日
上海交通大学学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权上海交通大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。保密□,在年解密后适用本授权书。本学位论文属于不保密R。(请在以上方框内打“√”)学位论文作者签名:何月华指导教师签名:曹健日期:2007年10月10日日期2007年10月10日
上海交通大学工程硕士学位论文第一章绪论第一章绪论1.1研究背景和问题描述我国是制造业大国,但却不是制造业强国,制造业信息化程度不高是重要的原因之一。近二十年来,国外的制造业信息化发展很快,逐步形成了制造业信息化的各种理论以及相关理论标准,制造执行系统MES(ManufacturingExecutionSystem)也不例外。然而,MES进入我国的历史虽然不短,但我们应用以及了解[1]MES的程度并不高。[2]MES是制造工业综合自动化的核心技术,其主要功能是负责生产管理和调度执行。在集成诸如质量控制、文档管理、生产调度等功能的基础上,MES为控制包括物料、设备、人员、流程指令和设施在内的所有工厂资源,提供了一个统一的平台,对提高企业生产效率、提高产品质量、降低消耗方面具有重要的作用。“十五”期间,国家863项目研究,将MES作为重点研究课题。2005年7[3]月在北京召开了“2005中国制造业信息化MES产业技术论坛”会,863计划现代集成制造技术系统专家组副组长储健教授指出:中国的整个工业结构不完善,导致了大多数的企业在管理等方面都是粗放型的,现在我国的能源紧缺,如果我们在节能和环保方面不发挥作用,这就会大大影响我国工业的可持续发展,现在,如果大家稍微关心一下我国的能源形式,就会发现这是一件迫在眉睫的事情,而我们的MES在节能降耗方面无疑是最能发挥作用的。当前,我国MES开发的产品主要是软件供应商、企业自主开发、企业与科研院所共同开发几种主要的研究开发途径,行业的需求对于国产MES有着很大[4]的促进作。目前,MES技术已广泛应用于半导体、电子、航空、汽车、石化、冶金、烟草等行业,然而迄今为止,还没有一套MES产品能够适应于整个制造业领域,MES系统带着明显的行业特性,使得相同的MES系统不能完全照搬到另一个行业来使用,即使为相同的行业,由于管理模式或流程上的区别,适合一家公司的MES系统,也不一定完全适用于另外一家。因此,我国MES系统的定制化程度相当高,有时即使是定制,也会由于企业的发展而逐步出现不相适应的状况。作为半导体行业的制造公司,我们的生产车间以六寸芯片制造业为主,在没有实施MES系统之前,所有的信息除了利用办公软件进行简单的数据记录和人工处理之外,没有任何的车间信息系统支持。生产一线人员整天忙于统计生产信第1页
上海交通大学工程硕士学位论文第一章绪论息,上层管理人员无法及时了解生产线数据,不仅管理和生产现场的信息沟通出现了断层,而且当时进行财务结算时,统计生产成本的速度非常缓慢。在这种情形之下,MES的需求变的尤为迫切,管理人员经过研究,最终决定采用半导体MES系统,来支持生产线进行的各种生产活动,为管理层制定相应的管理决策提供帮助。在决定采用哪种方式引入MES系统之前,管理层人员经过多方评估,发现虽然国外的一些半导体MES产品已经相当成熟,但对于国内刚刚起步的中型企业来说,存在以下困难:1、由于是成熟的MES产品,价格非常昂贵;2、没有Local人员的技术支持,多数产品以代理的方式交由第三方厂商实施,遇到不适应企业流程的问题,无法灵活地实现功能客户化。经过比较,最终决定选用本地开发商的软件平台,作为项目实施人员,我们参与到项目当中,与用户沟通,收集需求并针对需求设计开发,进行功能实现。本文将首先研究MES技术的相关知识,然后在结合我们所采用的“基于开发商MES平台客户订制MES系统”解决方案的基础上,讨论半导体MES系统所实现的功能和有待解决的问题,通过我们将车间用户的需求转化为系统应用这一过程,展现我们MES系统的技术架构,功能实现和实施过程。最后总结采用这种方式实施MES的优势及借鉴意义,以探索更适于半导体流程需求的MES解决方案。1.2MES技术的现状从20世纪70年代后半期开始,出现了解决个别问题的单一功能的MES系统[7]。80年代中期,产生了MES原型、即传统的MES(TraditionalMES,T-MES)。主要是POP(生产现场管理,PointofProduction)和SFC(车间级控制系统,ShopFloorControl)。到90年代,MES发展为I-MES(集成MES)。它将模块化应用组件技术应用于MES的系统开发,是前两类MES系统的结合:既具有专用MES系统的特点,即I-MES中的部分功能作为可重用组件单独销售;又具有集成化MES的特点,即能实现上下两层之间的集成。90年代中期,又提出了MES标准化和功能组件化、模块化的思路。这时,许多MES软件实现了组件化,也方便了集成和整合,这样用户根据需要就可以灵活快速地构建自己的MES。MESA(ManufacturingExecutionSystemAssociationInternational,制造执行统[17]国际联盟组织),在1997年提出MES的11个功能组件和集成模型时规定,只具备11个之中的某一个或几个,也属MES系列的单一功能产品。AMR组织又把这11个功能实现的整体解决方案称为MESⅡ(ManufacturingExecution第2页
上海交通大学工程硕士学位论文第一章绪论Solution)。[5]图1-1MES技术的发展历程Fig.1-1CourseofMESTechniqueDevelopingMES(ManufacturingExecutionSystem)直译成制造执行系统,俗称生产管理系统,直到1990年,才由美国先进制造研究机构(AdvancedManufacturing[8]Research,AMR)提出并使用。AMR对MES的概念表述如下:MES是在公司的整个资源按其经营目标进行管理时,为公司提供实现执行目标的执行手段,通过实时数据库连接基本信息系统的理论数据和工厂的实际数据,并提供业务计划系统与制造控制系统之间的通信功能。[19]MESA对MES的定义如下:MES能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。当工厂发生实时事件时,MES能对此及时作出反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力,改善物料的流通性能,又能提高生产回报率。MES还通过双向的直接通讯在企业内部和整个产品供应链中提[8]供有关产品行为的关键任务信息。按照“ISA-dS95.00.01-200企业与控制的集成”的标准提出的企业管理层次模型,企业作业分为5层——第3页
上海交通大学工程硕士学位论文第一章绪论[9]图1-2企业管理层次模型Fig.1-2LevelofEnterpriseManagementModelERP主要解决的是第4层的企业级的管理作业——但ERP的计划不能直接作用到生产或设备作业中来,生产作业的实时信息也反馈不到顶层计划上去。MESA提出采用“制造执行系统MES”来填补这个间隙,从而MESA创建了众所周知的制造系统“计划—执行—控制”的3层结构模型。从整个生产企业作业的层面来讲,MES定位于计划与控制的中间层——执行。[6][7]图1-3三层企业集成模型Fig.1-3ThreeLevelofEnterpriseIntegrationModel从面向制造的企业管理系统角度来讲,MES系统与企业其他生产管理系统有密切关系,在其中起到了信息集线器(InformationHub)的作用,它相当于一个通讯工具为其它应用系统提供生产现场的实时数据,如下图。从图中可以看出MES与其它分系统之间有功能重叠的关系,各系统重叠范围的大小与工厂的实第4页
上海交通大学工程硕士学位论文第一章绪论际执行情况有关,但每个系统的价值又是唯一的。[6]图1-4MES定位模型Fig.1-4thePostionofMESinEnterpriseInformationSystemMESA通过其各成员的实践归纳了MES十一个主要的功能模块和功能模[18]型。该模型代表的11个功能模块如同龟背一样配置,具体如下图所示。实际的产品可能是包含其中一个或几个功能模块。[14]图1-5MES功能模型Fig.1-5MESFunctionalModel1.3研究任务和本文结构本研究的主要内容是在阅读大量文献和亲身实践的基础上,研究在半导体行业MES的功能组件和实现技术,以及行业中MES的实施过程和应用效果。本文的内容将作如下安排:第5页
上海交通大学工程硕士学位论文第一章绪论第一章阐述了当前本研究和应用领域所面临的问题,从而阐释了研究动机,提出研究任务和全文的结构安排。第二章概述了半导体制造业的发展现状,半导体行业的生产流程特征,分析半导体MES的产生原因,以及当前半导体制造型企业应用MES系统的现状。然后,给出了适应于半导体流程特征的几个典型MES系统的功能模型,并简要总结了半导体行业MES的功能模块。第三章介绍了本公司MES系统的架构和功能组件,关键的开发技术和系统配置方式,以及系统的功能结构图。第四章介绍了本公司MES主要功能模块的实现方式,以及这些模块在运行时的数据关系。第五章阐述了MES系统在本公司的实施过程,包括组建项目团队、对象建模、客户订制功能开发、系统整合测试以及用户培训等关键的项目实施过程。第六章主要通过图形方式展示了本公司MES系统的典型功能和报表的应用界面,紧接着对实施MES系统的优势和借鉴意义进行了简单总结。第七章是对整个研究的总结,针对我们当前的研究与应用展望了MES的未来发展。1.4本章小结本章阐述了课题的问题描述与研究动机,对全文的结构安排进行说明。同时指出本课题是建立在半导体公司对MES系统需求的基础上的,来源于企业项目,并阐述了MES技术的发展现状。第6页
上海交通大学工程硕士学位论文第二章半导体MES技术概述第二章半导体MES技术概述2.1半导体制造业介绍2.1.1半导体制造业的发展[16]自1958年美国德克萨斯仪器公司(TI)发明集成电路(IC)后,随着硅平面技术的发展,二十世纪六十年代先后发明了双极型和MOS型两种重要的集成电路,它标志着由电子管和晶体管制造电子整机的时代发生了量和质的飞跃,创造了一个前所未有的具有极强渗透力和旺盛生命力的新兴产业集成电路产业。回顾集成电路的发展历程,我们可以看到,自发明集成电路至今,"从电路集成到系统集成"这句话是对IC产品从小规模集成电路(SSI)到今天特大规模集成电路(ULSI)发展过程的最好总结,即整个集成电路产品的发展经历了从传统的板上系统(System-on-board)到片上系统(System-on-a-chip)的过程。近几年来,越来越复杂的技术和生产实现的困难,促使半导体产业分工的生态模式发生了显著变化。晶圆代工厂不再纯粹停留在单一的晶圆代工模式上,而是开始向类似IDM的模式扩展。[15]IC制造领域的另一个主要趋势是,由于全球半导体行业整体不景气,导致半导体行业整体利润率维持在较低水平,而相比之下,晶圆代工业的利润却要丰厚的多(比半导体整体市场利润率高出一倍),因此一些IDM大厂如:IBM、东芝、NEC等开始挪出闲置的产能进军代工市场,由于这些厂商拥有较高的技术能力及雄厚的资本实力,所以对整个半导体制造行业的影响非常大。正是在这样的情况下,兴起了一批芯片代工企业,因为成本上的强劲优势,亚太地区的中国台湾、新加坡、韩国、马来西亚和中国大陆的外包生产工业发展迅速。据市场研究公司Gartner的调查显示,截至2002年底的两年中,美国共关闭了72家芯片工厂,而全球其他国家共关闭了47家芯片工厂,而同期在东亚地区新开了60家芯片厂。就目前的情况看,中国台湾无疑处于这种外包制造工业中的核心地位,但业[12]内人士认为,下一个芯片领域的外包浪潮将席卷中国大陆和印度,这两个地区的市场规模是吸引那些国际芯片企业的主要原因,巨大的人口资源和刚刚起步的芯片制造业则给未来的发展留下了巨大的空间。中国芯片行业犹如一个热闹的集市,世界各地的知名企业穿梭期间,它们把这个市场看作全球芯片业未来10年的重心,在为应对全行业的巨变而卖力布局。第7页
上海交通大学工程硕士学位论文第二章半导体MES技术概述2.1.2半导体制造的流程特征所谓的半导体,是指在某些情况下,能够导通电流,而在某些条件下,又具有绝缘体效应的物质;至于所谓的集成电路(IC,IntegratedCircuit),也时常称为芯片或微芯片,则是指在一块半导体基板上,利用氧化、蚀刻、扩散等方法,将众多的电子电路组成各式二极体、电晶体等电子元件,作在一个微小面积上,以完成某一特定逻辑功能(例如:AND、OR、NAND等),进而达成预先设定好的电路功能。随着技术的进步,在一块单一晶片上聚集佰万颗以上电晶体的IC,已非难事。一般而言,一颗IC的完成,通常先后需经过电路设计、光罩制作、晶片制造、晶片封装和测试检查等步骤。IC的上市,挟其轻、薄、短、小、省电、多功能、低成本等特长,席卷大半的半导体市场,成为半导体的主流产品。半导体制造流程十分复杂,技术含量高。具体来讲,半导体制造流程需经历以下几个步骤:(1)ICSpecification,订定规格。(2)ICDesign,IC设计。(3)ICLayoutIC,布局。(4)WaferProcess,晶圆制造。(5)CircuitProbe,电路点测。(6)Package,封装。(7)FinalTest,成品测试。(8)Brun-In,预烧测试。(9)SamplingTest,取样测试。(10)Shipment,出货。详细的IC制造过程如下图所示:图2-1IC制造程序Fig.2-1ICProcessProcedure第8页
上海交通大学工程硕士学位论文第二章半导体MES技术概述半导体生产车间的劳动力密集,按照工作站区分,产品生产周期短,式样多,具有以下特点:客户导向流程管制条件多产品样式多产品生命周期短生产批量大小不一信息交流速度快2.2半导体MES技术的产生2.2.1半导体制造车间的问题半导体生产流程本身的复杂性,决定了半导体制造车间必然存在许多问题,需要通过各种途径来逐步完善或解决。典型的问题主要为:生产计划与生产管理的协调存在矛盾客户下订单的先后顺序不等于订单需求的急迫程度产品式样多产品生命周期短设备厂房设施成本高国际性竞争,日益激烈复杂的制造工序要求设备精度高,工作人员操作谨慎,任何报废都可能给企业带来重大损失。因此,管理者必须掌握正确且快速的资讯,以提高产品良率,降低生产周期,减少制造成本。2.2.2半导体MES的应用半导体行业最早产生的MES,是70年代Consilium公司开发的Workstream。[10]Consilium公司采用低价销售的策略,使其在拓展MES市场上非常成功,在相当长的一段时间内一直是半导体行业的第一大MES产品供应商,其客户分布在美国,加拿大,法国,德国,日本,马来西亚,新加坡,台湾等世界各地,很多工厂包括华邦(WinBond),英飞凌(Infineon)都采用这个系统来提高生产效率。自1995年起,半导体产业景气不佳,连带影响了Consilium公司的获利情形,使Consilium面临连续六季业绩下滑,在1996年及1997年均呈亏损状态的局面。1998年10月,Consilium公司被应用材料(AppliedMaterials)以股票交换的方第9页
上海交通大学工程硕士学位论文第二章半导体MES技术概述式兼并。成为应用材料的一部分后,Consilium推出了下一代的MESII-FAB300,以期为客户提供更灵活,更具竞争力的总体解决方案。PROMIS则在1997年一跃成为全球的第二大MES产品,供应商是加拿大的Promis公司,主要服务于半导体行业。PROMIS被包括特许(Chartered),台湾的晶圆代工龙头台积电(TSMC)等在内的众多半导体厂选用。1998年6月,Motorola半导体产品部(SPS)宣布将选用Promis的MES产品作为SPS全球晶圆厂及下一代的12寸晶圆厂跨部门整合的基础,这对于PROMIS无疑是极大的肯定,使得Promis公司朝着MES产品供应商领导者的宝座前进了一大步。1999年,Promis被美国的自动化系统大厂PRIAutomation收购,成为其麾下的一个事业部门。2001年10月,PRIAutomation被BrooksAutomation以70亿美元的价格收购,PROMIS产品成为Brooks-PROMIS。现在,Brooks又被应用材料收购,虽然PROMIS历经PRI,Brooks,AMAT(AppliedMaterials)的收购,但它成为全球八英寸厂选用最多的MES系统这个辉煌纪录,依然是至今也没有任何一家厂商能够打破的。全球的第三大半导体MES产品,是FASTech的FACTORYWork,成立于1986年,代表性的客户为Intel,三星(Samsung)。1998年9月,FASTech被Brooks收购,成为Brooks的子公司。至此,可以看出,AMAT已经将全球主要的半导体产品公司笼络到了自己门下,拥有FAB300,Workstream,PROMIS和FACTORYWorks四大MES产品。在台湾,六寸晶圆厂所采用的MES产品,主要以Consilium公司的Workstream为主,而到了八寸晶圆厂,由于晶圆代工的龙头台积电采用了PROMIS系统,PROMIS就成了半寸晶圆厂MES的主流,至于FACTORYWorks,则主要应用在IC产业的后道制程上。放眼未来,12寸晶圆厂将是各MES产品供应商的新战场,目前已经推出的产品有AMAT的EncorePromis,FAB300WSOpen,FactoryWorks和IBM的SIView。在大陆,最早选用MES系统的半导体厂是无锡的上华半导体,当时还属于华晶。他们选用的是PROMIS,成为大陆率先选用制造执行系统的制造型企业。上华的MES上线运行,带动了其他先进的国有企业生产信息化的快速发展。代工大厂中芯国际(SMIC)选用的系统为FactoryWorks,宏力半导体厂(GSMC)则选用了PROMIS,先进半导体(ASMC)八寸厂的MES系统SIView也成功实施。华虹NEC二厂现即将推动PROMIS系统上线。随着半导体业的发展,8寸,12寸的晶片厂对生产自动化的要求越来越高,这就要求MES系统能够满足自动化生产的需求。目前,多数MES系统都包含了EA(EquipmentAutomation)模块,可以通过MES和有通讯接口的设备通讯,第10页
上海交通大学工程硕士学位论文第二章半导体MES技术概述完成自动控制和数据传输,现在国内的8寸厂大都完成了主要机台的自动化,即semiauto。随着各个大企业将建设12寸厂列入日程,摆在各个MES供应商面前的是,若想赢得未来高端半导体厂,必须设计出符合自动化半导体工厂要求的fullyauto解决方案,能够完成从自动派工、物料传输到加工控制的整套自动化,做到真正的无人化工厂。这时的MES系统将不仅仅是生产辅助,而是在整个生产过程中起到控制制造执行的Driver的作用。当前中国在这方面,无论是用户,还是供应商,都缺乏足够的经验。2.2.3半导体MES带来的效益半导体MES对于生产作业,甚至公司的整体运营,都会产生很大的改善与帮助。这里将分别从现场作业、生产规划与企业整体三方面来说明企业推动MES所带来的好处。一、现场作业。MES在现场作业,会忠实记录每一步动作流程,而且会显示现有状态,使现场作业容易控制,MES对各项使用条件、参数均有设定,与没有MES的情况相比较,可减少错误和设定时间。二、生产规划。为了要满足顾客弹性需求,降低库存,快速反应,生产规划必须准确详细,但在半导体生产异常复杂的情况下,没有MES系统,单靠人力几乎难以完成。下图主要说明MES的投资会随时间而增加,但从长远来看,MES也会很大程度地改善作业绩效。图2-2作业绩效与投资MES的时间关系Fig.2-2RelationbetweenProductionEfficiencyandMES第11页
上海交通大学工程硕士学位论文第二章半导体MES技术概述三、企业整体。企业之所以会存在是因为企业本身必须不断地创造利润,如果没有利润企业就没有存在的空间,所以企业必须不断地改进缺点,建立自己的优势。利用MES可以快速准确的反应成本与收入。下图主要说明MES的投资会随时间而增加,但MES也会为企业创造长远的利益。图2-3绩效目标与投资MES的时间关系Fig.2-3RelationbetweenEfficiencyObjectiveandMESExpenditure2.3半导体MES的功能分析2.3.1典型MES产品的功能模型目前半导体制造业的MES中,Workstream,PROMIS,FAB300,FactoryWorks以及SIView等产品占有了80%以上的市场。这里分别以PROMIS,FAB300,FactoryWorks和SIView为例,列出它们的功能模型图,用以展示半导体MES的功能特点。一、PROMIS产品的功能模型。[20]以下是PROMISStandardSystemII的功能组件图。可以看到它所拥有的强大功能-允许complexprocessdefinition,支持对material,lot,equipment和labor以及datacollection的控制和跟踪,PROMIS的这些功能,使得它很长时间以来,一直是八寸线FAB厂MES系统的首选。第12页
上海交通大学工程硕士学位论文第二章半导体MES技术概述图2-4PROMISStandardSystemII的功能组件Fig.2-4PROMISStandardSystemIIFunctionComponents二、FAB300的功能模型。FAB300是Consilium在被收购后推出的,主要Focus在300mm的制造车间,极易与第三方应用软件集成的新一代开放架构的MES系统。新的应用组件很容易添加或者移除,同时可以采用XML格式方便地导出数据到第三方的应用系统,[22]或者导入数据到FAB300系统。下图为FAB300的系统架构图。第13页
上海交通大学工程硕士学位论文第二章半导体MES技术概述图2-5FAB300系统架构Fig.2-5FAB300SystemArchitectureFAB300的功能组件分为两部分,一部分为Frameworkcomponents,主要用于创建业务流程,提供消息发布,触发事件,并提供安全管理,定制个人界面等。另一部分为ApplicationComponents,主要提供用户接口,主要包括三个大的功能组建WMC(WIPManagementComponent),EMC(EquipmentManagementComponent)和ADC(AdvancedDispatchingComponent)等,如下图所示。图2-6FAB300的功能组件Fig.2-6FAB300FunctionComponents第14页
上海交通大学工程硕士学位论文第二章半导体MES技术概述三、FactoryWorks的功能模型。[21]FactoryWorks的标准模块和功能分列如下:IntegratedDevelopmentEnvironment(IDE)FABModeling(MDL)EquipmentModeling(EQP)FlowManagement(PRP)LotTracking(WIP)OperatorPrivilegeManagement(OPR)AdvancedEDC/SPC(EDC/SPC)HDB&ReportingSystem下图描述了这些功能模块在半导体生产当中所履行的职责,它们既相互独立又相互关联,共同完成对制造流程的设置、处理和跟踪,最终呈现给管理者最详尽而准确的报表。图2-7FactoryWorks的功能组件关系Fig.2-7RelationofFactoryWorksFunctionComponents四、SIView的功能模型。SIView是IBM公司为8寸厂或者更高级制程的12寸FAB厂提供的MES解决方案,基于IBM原MES系统POSEIDON升级而来,POSEIDON系统[23]主要在台湾,日本,欧美等国家使用。下图为SIView系统的主要功能结构:第15页
上海交通大学工程硕士学位论文第二章半导体MES技术概述图2-8SIView系统的主要功能组件Fig.2-8SIViewSystemMainFunctionComponents通过对几个典型半导体MES系统的功能分析可以看到,无论哪一个系统,都存在以下几个最基本最核心的功能,这是改善半导体制程最关键的部分。1、在制品管理(WIP)2、设备管理(EQP)3、流程管理(PRP)4、工程数据采集和统计过程控制(EDC/SPC)其次,要想使系统功能更加完善,更能满足企业需求,或者满足更高级制程的企业需求,还需要具备以下辅助功能,这些功能已经在很多系统中得以实现。1、原材料管理(MaterialTracking)2、文档控制(DocumentControl)3、用户权限管理(UserPrivilegeManagement)4、派工管理(Dispatching)5、报表系统(ReportSystem)6、自动化管理(AutomationManagement)7、报警系统(AlarmSystem)8、高级过程控制(AdvancedProcessControl)除了以上应用方面的功能外,如果要保证整个MES系统的稳定运行,还必第16页
上海交通大学工程硕士学位论文第二章半导体MES技术概述须具备系统管理(SystemManagement)和配置管理(ConfigurationManagement)功能,这是系统的基础功能。2.3.2半导体行业新扩展功能半导体行业除了以上提到的一些功能与其他系统的侧重不一样之外,由于半导体制造技术的发展和信息系统的推动因素,用户自身从行业的角度又对系统提出了新的需求,这些新的需求,有些正在系统中考虑实现,有些企业正在尝试自行开发,而有些尚在需求分析之中。RTD(RealTimeDispatching),实时派工技术通过更为合理的派工规则,挖掘芯片制造厂潜在的产能。在派工(Dispatching)这一概念生成之前,由Operator根据经验来决定哪批货优先运行,而Dispatching则是将制造部门的经验系统化,根据规则来设定哪批货具有优先权(Priority)。比如可以设定最重要的SuperHotLot最具优先。其次要满足客户交货期,若下一制程出现堆积时也要优先运行,以防瓶颈的出现。此外,相同recipe的产品也应该尽量一起运行,日久天长也可以节省PM(PreventiveMaintenance)的时间和次数,这些都可以作为规则写入Dispatching系统。随着芯片制造厂的产能增加,RTD的应用也随即产生。FDC(FaultDetectandClass),偏差探测与分级技术[13]在生产运行过程中,当工艺设备生产到一定的批数以后,有些参数会漂移,通过FDC能够及时探测到偏差,并通过Run-to-Run的实时方式做调整,不断搜集机台当前运行的参数,当参数偏离原值、并可能超出设定的区间范围时,可以通过实时调整的方式直接修改参数,并不断的反馈、调整以确保生产的正常运营。FDC有很多分析方式,对机台采取预防措施,在异常还未发生之前,通过分析趋势,与正常运行时图案(Pattern)的比较(E-Diagnostics),就可以预见可能发生的状况,如果有必要可以及时把机台停下来处理。这样可以避免等到机台生产完以后,测试时才发现之前的运行有问题,就已经造成损失了。所以有了FDC的监控,就能在时间上占有先机,避免产能的浪费,有效减少失效,才能确保良率的提高。NCR(Non-ConformanceReport),异常报告管理技术在制造过程中,难免发生各种各样的异常情况,导致Lot需要作报废,让步等处理。因此在异常发生的时候,会要求相关人员填写NCR单,对异常做出原因分析和责任认定,并由直接管理人员签字确认,随后对NCR单做跟踪处理。在MES系统中,更多的是在记录异常处理之后,在备注当中填写PaperNCR的登记号,而无法直接查询到电子方式的NCR单,导致时间浪费,纸张浪费。通第17页
上海交通大学工程硕士学位论文第二章半导体MES技术概述过NCR管理技术,可以提高生产效率,使车间更进一步迈向无纸化。TMP(TechnologyManagementPool),经验知识管理库技术在半导体行业,经验(know-how)是一笔财富,然而经验往往随着人走,人员的变动影响着系统稳定性。因此需要考虑如何把生产线上的经验知识,萃取出来,变成公司经验知识管理库(Technologymanagementpool)。因为一个具有一定规模的半导体公司肯定不止一家分厂,一个问题在其中一个厂解决后,如何让别的分厂受益,分享这个经验,不犯同样的错误非常重要。例如在打造出这样一个智能(Intelligence)系统以后,当机台出现问题时,把问题解决过程和方案记录下来,而且按制造来分类。久而久之,资料库越来越完整,将来再碰到问题,就可以很快从库里找到可行的解决方案了。OPA(OperatorPerformanceAppraisal),操作员绩效考核技术半导体制造车间的Operator是生产第一线人员,他们的工作积极性,技能以及流动频率直接影响到产品的质量和产量,目前很多公司评估Operator绩效的办法都采用一段工作期间内的作业量多少来衡量的,不能真实反映操作员的努力程度和成绩。若通过系统,设置某个工艺Step需要effort的系数,每个Operator上线操作熟练程度的系数,然后结合操作人员每天Move的片数,以及这些Move当中报废或者缺陷片的比例,来给出每个当班人员的得分,则对提升车间人员的素质和产品良率,生产周期等方面都有很大的帮助。2.4小结本章首先概述了半导体制造业的发展历史、现状和发展趋势,以及半导体制造业的流程特点,通过对半导体制造业复杂性的描述,提出了半导体MES实施的必要性以及为企业带来的长远效益。然后提出半导体MES的主要功能模块并对这些模块加以分析,总结出该行业领域主要的功能需求,同时,根据行业经验,提出目前该行业正待解决的部分新技术。第18页
上海交通大学工程硕士学位论文第三章半导体MES的框架第三章半导体MES的框架3.1系统架构在研究了MES相关技术,尤其是半导体行业MES有关的应用技术以后,将结合本公司(上海新进半导体,简称SBCD)的实际生产情况,详细介绍我们正在应用的MES系统。下面对我们的MES系统(简称SBCD-CIM系统,为SBCDComputerIntegrationManufacturign系统的缩写)所采用的软件架构、硬件架构以及关键的开发技术分小节分别描述。3.1.1软件架构及功能组件我们的MES系统采用了B/S三层结构模式,客户端负载小,易于维护和升级。在三层架构中,客户端为普通的PC,只要安装浏览器就可以直接通过网络访问应用服务器;应用服务器则采用ColdFusion5.0结合Internet信息服务器(InternetInformationServer,IIS)来发布Web程序,ColdFusion是一种以CFM为后缀名的标记性语言,优点是易于开发和维护,编辑后保存就可以直接发布;后台数据库为当前的主流数据库Oracle,整个环境运行在WIN2000AdvancedServer平台上。具体如下图所示:图3-1系统总体结构Fig.3-1SystemFrameworkLayer如其他系统一样,作为针对半导体行业的一个MES产品,SBCD-CIM也具备行业应用的几个重要模块,具体如下图所示:第19页
上海交通大学工程硕士学位论文第三章半导体MES的框架图3-2软件架构及功能组件Fig.3-2SoftwareArchitectureandFunctionComponents3.1.2硬件架构模型静态质量知识是动态质量知识产生的依据。质量问题的发现和改进活动的依据是组织的质量体系。质量保证人员必须以组织质量体系为依据来开展产品评审和过程审计等质量保证活动,发现质量问题,制订改进措施,以满足质量体系要求,从而达到质量体系所制订的组织、项目质量目标。对应于SBCD-CIM的软件架构,我们配置的硬件架构如下图所示,本架构包含了Cluster机制,防止一台机器故障而导致整个系统瘫痪,以确保7X24小时FAB系统的稳定运行。整个Cluster包含两个部分:一是数据库的集群,采用第三方软件RoseHA,中间用一根心跳线监控数据库的服务,平时一台服务器闲置,一旦心跳线监控到另一台服务器出现故障,就立即启用,确保数据库服务器的稳定运行;另一个是ApplicationServer的集群,两台服务器对外显示相同的域名,也是一台出现故障,另一台立即启用。第20页
上海交通大学工程硕士学位论文第三章半导体MES的框架图3-3系统硬件架构Fig.3-3SystemHardwareArchitecture3.1.3关键开发技术SIMBCD-CIM运行在Windows2000AdvancedServer平台上,关键的程序开发分为应用程序开发和数据库程序开发两个部分。前台应用程序采用ColdFusionStudio或者其他文本编辑器,结合HTML、ColdFusion标签和JavaScript脚本来开发交互性的人机界面GUI,同时通过ColdFusion的设置参数、进行条件调转,以及与数据库交互;客户订制标签俗称Customtag,用户可以自己定义标签的输入参数,输出参数,可以将程序代码模块化,以减少类似程序代码的开发时间。PL/SQL则是一种过程性开发语言,它将对数据库操作的SQL语句第21页
上海交通大学工程硕士学位论文第三章半导体MES的框架集中在一起,利用变量,游标以及数组等技术,进行数据的快速插入、修改和删除操作。整个调用过程如下图所示:图3-4程序调用过程Fig.3-4CallingProcudreofPrograms3.2系统配置和构建SBCD-CIM系统的配置和构建灵活,不仅系统管理员维护起来很容易,而且系统权限控制非常严格,既可以保证授权用户方便的访问系统,又可以保证不被授权的用户误操作或恶意操作,从而保证数据安全。3.2.1应用管理配置质量应用配置是通过ColdFusion的Administrator界面执行的,该界面可以配置以下主要部分:1、ServerSettings:设置ColdFusionServer在运行时必须遵循的规则,用于定义服务器允许的并发访问数量;对于长时间无响应的需求做何种类型的处理;Application变量的失效时间,Session变量的失效时间,以及设置Mail服务器的路径等等。2、DataSources:数据源配置,定义ColdFusion程序所访问的数据资源,这是应用程序与数据库进行数据交互必须配置的部分,通过这里定义数据源的名称,一次性进行数据库的用户名和密码配置。程序部分如果要访问数据库,直接引用该数据源名称即可,而不必要每次都输入用户名和密码,既能保证数据库的安全性,又避免了第22页
上海交通大学工程硕士学位论文第三章半导体MES的框架程序代码的复杂性。ColdFusion所允许连接的数据库类型包括:Sybase,Oracle,DB2,Informix等等,如果通过ODBCDriver配置,还可以访问MicrosoftAccessDriver(*.mdb),SQLServerDriver,MicrosoftExcelDriver(*.xls)以及MicrosoftTextDriver(*.CSV;*.txt)等等。3、DebugSettings:Debug配置主要包括两部分,第一部分是针对客户端运行界面而言,用于设置是否显示CGI,URL,FROM和COOKIE等变量的值,是否显示某个页面运行完毕所耗费的时间,以及与数据库交互的SQL所耗费的时间,所得到的数据条数等,同时还用于设置是否通过CFCATCH来捕捉程序在运行时所出现的错误,一旦设置,程序开发人员可以很快发现问题并想办法解决;另一部分用于设置Debug界面的客户端IP地址,也就是说,只有设置过IP地址的IT人员的IE界面才可以看到Debug信息,而最终用户可以丝毫不受这些信息的干扰,正常运行系统。下列两副图,分别为ColdFusion管理界面的登录和设置界面。图3-5ColdFusionAdministrator登陆界面Fig.3-5ColdFusionAdministratorLoginInterface第23页
上海交通大学工程硕士学位论文第三章半导体MES的框架图3-6ColdFusionAdministrator设置界面Fig.3-6ColdFusionAdministratorSetupGUI3.2.2动态菜单结构SBCD-CIM系统呈现给不同用户的界面是不一样的,有的用户功能和权限多,有的用户少。这是因为,如果不针对登录系统用户的身份而言,SBCD-CIM系统就是一个个单一功能的程序小积木,随意的散放在一起,不具备任何的整体感和集成性。只有确认了用户权限,系统才按照该用户所应该分配的权限赋予用户菜单,然后将这些菜单按照模块构建为一个整体,成为该级别用户的一个版本。动态菜单结构是SBCD-CIM系统得一个特征,它分为多个层次,是以递归的方式构建的,可以避免无权限用户虽然能够看到菜单,却不能使用功能的困惑。在针对某个级别权限的第一层菜单名称下面,是第二层的横向模块菜单,用于定义该级别用户具备那几个功能模块,随后是第三层菜单,为每个横向功能模块的子菜单,这些子菜单构成系统的纵向菜单,每个纵向菜单既可以与功能菜单关联,直接操作以运行CFM程序,又可以作为母菜单再次挂子菜单,形成多级的纵向菜单。如下图所示:第24页
上海交通大学工程硕士学位论文第三章半导体MES的框架图3-7用户菜单结构与系统界面的对应关系Fig.3-7MappingRelationbetweenUserMenuStructureandSystemGUI第25页
上海交通大学工程硕士学位论文第三章半导体MES的框架3.2.3访问级别控制SBCD-CIM系统的权限控制分为多个等级,各级别的权限控制非常严谨,最大限度地减少了用户误操作问题,增加了系统数据的保密性。首先,系统将工作内容和性质相同的人员划分为一个级别,该级别的用户拥有相同的权限,称作用户权限组(UserGroup)。同时,每个不同的用户又可以独立拥有对某一个管理对象的操作权,即作为对象的所有者属性,一旦某个用户创建了一个具备所有者属性的对象,这个对象将只能被此人修改和删除,其他人无权操作,除非这个人被此对象的拥有者授予了一定的操作权限。然后,系统再将权限控制的内容逐一分层,一直细分到最小的管理个体,将这些管理的个体选择出来形成一个权限的集合,与某个UserGroup对应,称之为SBCD-CIM系统的一个访问级别(AccessClass),用户每作一次操作,系统都要检查他是否具备这个功能的AccessClass.这样一来,SBCD-CIM系统的权限,主要包括以下四个控制层次:第一层,登陆密码控制:用户要访问系统,必须先作用户申请,只有在系统中设置了用户和密码,按照系统要求的规则定期修改密码,才能够登陆到系统,从而进行进一步的操作。第二层,菜单访问控制:只有该级别用户拥有这个菜单,才能够在系统界面上看到这个菜单的显示,否则GUI上不出现这个菜单,也就谈不上访问和操作了。第三层,操作按钮控制:用户访问系统,无非是通过插入、修改、删除以及浏览、拷贝等这些操作Button进行的,系统将这些Button独立分开控制,用户可以拥有全部的操作权限,也可以只拥有其中的一个权限,例如:只能浏览数据,而不能进行任何其他的操作。第四层,操作对象控制:在用户拥有了操作按钮进行操作之后,对自己的管理对象可以直接控制,甚至可以授予别人相应的管理权限,却不能随意访问别的用户拥有的对象。这里,用户称之为这个管理对象的Owner。此外,SBCD-CIM系统还有其他一些特别的权限集合,称作这个用户组的权限子集。例如:设备翻牌权限集,限制某个用户组只能进行PM操作,或者维修操作,或者更换液体的操作,而某一些人可以直接停设备,有些人可以启用设备。再例如:释放暂停片权限集,由于某些原因暂停(Hold)的片子,某个用户组只能释放(Release)由于Process原因暂停的片子,某些人则可以释放由于Equipment原因暂停片子,还有一些人可以释放所有原因暂停的片子,还可以为暂停片添加密码,其他用户只有在输入密码后才够释放。用户访问系统所经历的控制层次如下图所示:第26页
上海交通大学工程硕士学位论文第三章半导体MES的框架图3-8用户访问系统所经历的控制层次Fig.3-8ControlingLevelofUserAccess3.2.4标签方式多语言支持SBCD-CIM系统支持多种语言,主要采用标签(Label)与ColdFusionCustomtag相结合的方式支持中英文两种版本。Label分为多种语言类别,经管理员设置后存在数据库表中,开发程序的时候,用户界面上没有任何语言的Hardcode部分,而是通过ColdFusion的Customtag从数据库中查询出来,通过变量表达式放置于程序代码中。获取Label的Customtag称作,作为被包含在所有与用户有接口的程序中。程序员在开发程序的时候,首先确定需要添加到程序中的标签个数,然后在开发程序的时候,设置Default的语言显示方式,可以让用户预先采用默认的语言使用系统,也可以让程序员利用默认语言Debug所开发的程序,一旦程序开发完毕,就利用系统的标签设置功能,将程序中的每一个标签,按照客户要求,设置成需要显示的语言样式。第27页
上海交通大学工程硕士学位论文第三章半导体MES的框架采用标签方式支持多种语言,使得系统界面变得非常友好,不仅适合不同身份的人员使用,而且可以灵活按照客户要求进行标签内容的修改。例如:半导体制造流程中最小的一道加工工序,有的FAB称作Operation(小工程),而有的FAB则称作StepCode(工步),只要系统管理员根据要求作出修改,用户刷新界面即可立即看到自己所希望看到的标签内容。用户访问系统时对语言的选择也很方便,可以在登陆的时候选择采用哪种语言访问系统,也可以不加选择,始终以Defualt的方式进入系统,Default的语言是进行用户添加的时候,通过用户属性定义设置到系统中的。3.3系统主要功能结构一个半导体MES系统要得以成功运行,必须实现半导体制造车间的运行需求,即完成典型的半导体MES功能,而这些功能的存在,又依赖于构建整个系统的基本管理功能的实现,因此,SBCD-CIM系统分为系统管理功能和用户应用功能两大部分。本章节先介绍系统管理功能和用户应用功能的主要功能结构,然后在下面的章节分别介绍它们的实现方式。3.3.1系统管理功能系统管理功能主要用来构建整个SBCD-CIM系统,以及导入系统运行所必须的初始数据。这些功能主要包括:用户设置、安全级别控制、标签设置、数据栏位设置、类表数据维护、程序标签设置、用户菜单设置等等,所有这些功能,在SBCD-CIM系统中通过一个模块来实现,那就是系统管理模块,在系统中被称为CIMSetupModule。表3-1系统管理模块主要功能Fig.3-1MainFunctionsofSystemMamagementModule功能菜单功能描述用户设置添加和禁用使用系统的用户,主要包括用户姓名,密码,联系方式,用户所隶属的组别等等,由于使用系统的用户所执行的所有动作都必须记录在案,所以不存在删除用户的功能,而通过用户是否启用和禁用来区分是否可以登录到系统执行操作。安全级别控制根据用户组别对应的用户菜单,控制用户访问系统的范围,详细到每个按钮是否可以操作。标签设置设置在Web页面上显示的语言,系统目前主要支持中英文两种语言,因此同一个标签,允许中英文两种设置方式。而且,这种解决方案,极大地增加了系统的柔性,一旦系统实施到别的制造企业,又可以按照其他企业的需求,改变同一个事物和对象的表述方式。栏位设置主要用于定义系统基础数据的数据类型,长度和对应的标签,第28页
上海交通大学工程硕士学位论文第三章半导体MES的框架为类表的数据维护提供前提。类表数据维护提供不同基础数据的添加、删除和修改功能,避免大量的基础数据在程序中出现,增加程序的维护量和修改次数。程序标签设置系统预先设置好每一个Web程序所要显示在界面上的标签个数,然后在程序开发的时候调用,从而支持页面的多语言显示功能。用户菜单设置系统的功能是动态分配给用户的,因此程序不是直接调用的,而是通过一个公用的程序,首先根据用户ID获取用户组别,然后根据用户组别获取用户可以使用的菜单清单,最后逐个显示在用户界面上。因此,用户菜单设置,就是用来设置每个级别的菜单结构,直至最后直接设置菜单悬挂程序,从而确保用户点击菜单的时候,可以根据程序编号找到需要执行的应用功能。3.3.2用户应用功能SBCD-CIM系统的应用功能,如前所述必然具备MES系统所应具备的典型功能。例如流程管理、在制品管理、设备管理等等。按照模块来分,SBCD-CIM系统的主要功能包括:WIP(在制品管理),PRP(流程管理),EDC(参数采集),EQP(设备管理)等,还可以通过系统接口与辅助的3rdparty系统集成,例如SPC(统计过程控制)、DW(数据仓库)等等。不过,这些模块并不是完全独立存在的,从重要性来说,有些是核心模块,有些是辅助模块,但从整个系统的完整性和解决生产问题的实用性来讲,每一个模块之间都有着不可分割的紧密联系,甚至环环相扣,缺了其中的一个,另一个的功能就不能完全展现出来。表3-2用户应用主要功能模块Fig.3-2MainFunctionModluesofUserApplication功能菜单功能描述WIP(在制品管理)在制品跟踪模块用于跟踪控制生产线原材料的加工流程,对从生产订单的下达,到投料生产,以及生产过程中的暂停/释放、分批/合批、报废/回收/返工,直至最终加工完成入库的所有过程进行管理,是核心功能。主要包括的子功能有:客户信息、客户订单信息、生产订单、领料、投料、暂停批、释放批、切换流程、报废/回收/返工、整批报废、恢复整批报废、跳批、FutureHold设置、WIP状态查询、批历史查询等功能。PRP(流程管理)流程管理(ProcessPlanning)模块是整个制品加工过程的运行基础,没有流程管理模块,生产管理的核心也无从操作。系统通过PRP模块定义产品对象及其属性,提供流程对象的版本控制,并针对流程建模定义Operation,Procedure,Stage,Process,以及设备能力集,包括返工控制流程等等。EQP(设备管理)设备管理主要用来维护设备信息,通过MonitorBoard的图形化方式显示各个区域设备的不同状态来监控、管理设备。并设定设备的PM计划,检查计划,以及跟踪检查执行的状况。主要功能包括:设备设置、事件设置、允许事件设置、事件登陆、PM/CCPM规划、PM/CCPM查询、设备历史查询、设备监控面板等第29页
上海交通大学工程硕士学位论文第三章半导体MES的框架等。EDC(参数采集)参数采集主要为流程中的测试步骤设定需要采集的参数规格以及超过规格范围的处理动作,并在实际作业的时候完成系统自动数据采集或者手工录入数据。DW(数据仓库)基于数据仓库的报表分析模块,是系统提供给生产部门的主要数据分析工具,可以查看与在制品、设备相关的各种信息,包括:投料报表,产品生产周期报表,良率、报废原因报表,订单准时交货率,暂停释放报表,设备故障分析报表、设备OEE等等。3.3.3主要功能结构图通过以上对SBCD-CIM系统功能的描述,可以用一个简单的结构图,展现出系统的主要功能集,具体如下所示:图3-8系统主要功能结构图Fig.3-8MainFunctionStructureofSystem3.4小结本章主要介绍了本公司MES系统SBCD-CIM的系统框架,通过对系统架构和系统配置等的介绍,概要的阐述了SBCD-CIM系统的运行平台、开发技术、动态菜单分配方式、用户访问级别的控制技术以及灵活适用的多语言支持技术,然后列出了系统的功能结构。第30页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现第四章半导体MES的功能实现4.1系统管理功能4.1.1系统数据类别按照数据的功能来分,SBCD-CIM系统的数据分为以下两大类:系统数据和用户数据;而按照数据进入系统的先后顺序来分,又分为基础数据和运行数据两大类。因此,SBCD-CIM系统的数据,可以按照系统基础数据、用户基础数据、系统运行数据、用户运行数据这四类分别进行管理。运行数据是系统在上线之后,根据生产状况和实际需要,实时进入到系统之中的,系统通过运行相应的功能,就可以收集这些数据,并根据用户的需要与数据库进行交互。而系统初始数据是系统实施前必须完成的部分,它是整个系统得以运行的最小数据集和生产车间得以运行的基础。系统基础数据主要包括:系统管理员帐号、管理员密码、管理员所对应的全部功能菜单集和权限集等等;用户基础数据则指的是设备基础数据,原材料基础数据,流程类别,参数类别以及报废暂停原因,故障原因等等。系统初始数据最开始必须通过文本数据的方式,直接Load到Database当中,主要包括初始的管理员账号,初始的动态菜单:横向模块菜单和纵向功能菜单的分配。一旦管理员账号和关于菜单分配的系统功能可以通过界面操作,其他的用户帐号、功能菜单和入口程序都可以通过界面进行添加维护。4.1.2类表数据维护技术类表是SBCD-CIM系统维护基础数据所采用的一种表中表技术,这种管理机制对于程序中必须用到的部分:下拉框选择部分或者数据枚举部分非常有利,既不用逐条将常量写入程序代码,又可以避免万一常量发生更改而造成程序代码的修改。类表,将常量以及数据量将小的动态数据维护集中在一起管理,后期对这些数据进行修改和删除的所有操作都可以直接刷新用户界面,且不需要修改任何的程序代码。类表称之为ReferrenceTable,类表的数据维护过程分为三部分:一是类表栏位的设置,二是类表的定义,三是类表的数据添加和维护。以下三张Table是实现类表的关键,具体为:第31页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现表4-1栏位的数据库表设计(FLDD)Fig.4-1ColumnDesignofFieldTable(FLDD)栏位名称数据类型说明FIELD_IDNUMBER数据栏位的序列号(唯一标识号)FIELD_NAMEVARCHAR2数据栏位的名称FIELD_DESCRIPTIONVARCHAR2描述数据栏位的用途LABEL_IDNUMBER栏位所采用的标签ID,用于系统在页面显示栏位的时候,多语言支持FIELD_DATA_TYPEVARCHAR2栏位的数据类型FIELD_DATA_TYPE_DBVARCHAR2栏位在数据库中的数据类型,用于用户输入类表数据的时候,检验是否符合数据库要求FIELD_LENGTHNUMBER栏位的数据库长度,用于检验数据长度是否不合要求FIELD_DECIMALNUMBER栏位的数据库精度,用于检验数据长度是否不合要求FIELD_DEFAULTVARCHAR2栏位的Default值表4-2类的数据库表设计(RFLH)Fig.4-2ColumnDesignofReferrenceTable(RFLH)栏位名称数据类型说明TABLE_NAMEVARCHAR2表中表的名称TABLE_DESCRIPTIONVARCHAR2描述表中表记录的数据内容,例如批次优先级的级别维护KEY_1_FIELDNUMBER表中表关键字1的栏位IDKEY_2_FIELDNUMBER表中表关键字3的栏位IDDATA_1_FIELDNUMBER表中表记录数据1的栏位IDDATA_2_FIELDNUMBER表中表记录数据2的栏位IDDATA_3_FIELDNUMBER表中表记录数据3的栏位IDDATA_4_FIELDNUMBER表中表记录数据4的栏位IDDATA_5_FIELDNUMBER表中表记录数据5的栏位ID表4-3类值的数据库表设计(RFLD)Fig.4-3ColumnDesignofReferrenceValueTable(RFLD)栏位名称数据类型说明TABLE_NAMEVARCHAR2表中表的名称KEY_1_VALUEVARCHAR2表中表关键字1的数据值KEY_2_VALUEVARCHAR2表中表关键字2的数据值(关键字1、2都不空的情况下,说明是组合关键字)DATA_1_VALUEVARCHAR2表中表记录的字符型数据1的值DATA_2_VALUEVARCHAR2表中表记录的字符型数据2的值DATA_3_VALUEVARCHAR2表中表记录的字符型数据3的值DATA_4_NUMNUMBER表中表记录的数字型数据1的值DATA_5_NUMNUMBER表中表记录的数字型数据2的值第32页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现一、类表栏位的设置类表栏位设置主要服务于类表的定义,用于定义一个表中表一共有几个数据栏位,每一个栏位的数据类型,是否有关键字,以及该类表在输入数据值的时候,显示在页面的中文或者英文标签。类表栏位设置必须在类表定义前设置,同时,类表栏位设置又依赖于类表的定义,即:必须明确一个类表有哪些栏位,以及每一个栏位的数据类型和长度,才能够着手定义好数据栏位。二、类表的定义类表的定义实际就是决定常量或者数据量较小的动态变量所具有的栏位个数,以及栏位的数据类型,类似于设计一张数据库Table,包括:Table_Name,PrimaryKey以及其他Field,设计好以后,完成对所需要栏位的设置(FLDD表中增加这几个栏位个数的记录条数),再将每个栏位在数据库中的ID记录到数据库表名RFLH中,每增加一个类表,RFLH中增加一条记录。三、类表的数据添加和维护类表定义好以后,就可以通过系统界面直接向系统中添加基础数据了,由于有了类表栏位设置以及与每个栏位对应的中英文标签,界面中对于不同需求展现给用户的界面不同,每个不同的类表要求录入的数据栏位个数也不尽相同。对于以上三个过程的关联性,通过以下图示可以说明:图4-1类表功能表的相关性Fig.4-1DataCorrelationofReferrenceTables上图RFLD是数据存储表,用户获取的数据仅仅与RFLD有关,程序开发时也仅仅只对RFLD进行插入修改和删除操作;RFLH仅仅是一个数据结构的定义(DataSchemaDefinition);FLDD则是对这个结构定义进行限制和约束,同时提供界面的中英文显示标签。第33页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现举例说明:用于反映Lot优先级别的优先级(PriorityDefinition)在一个车间往往是固定不变的,采用类表定义优先级,在程序开发的时候,既方便用户投料的时候进行批次优先级的选择,又方便用户查询各个级别的批次数量。那么,在利用类表进行优先级定义的时候,首先要明确该表中表的Table_Name,关键字以及其他栏位的定义。用于定义优先级的类表Table_Name为$Lot_Priority,关键栏位只有一个,即Priority,说明不同级别的优先级不能重复,另外还有一个栏位叫做Priority_Description,用于描述每一个优先级的紧急程度。这时,需要定义两个栏位,一个是Priority,一个是Priority_Description,显示的英文/中文标签分别对应:Priority/优先级,Priority_Description/优先级描述,都为字符型数据,长度都不多于32个字符。在FLDD表中,增加了对应的两条记录。然后是类表的结构定义,RFLH表用到的栏位只有四个,其中:Table_Name对应的Value为$Lot_Priority,Table_Description则记录这个优先级表的用途,Key_1_Field与FLDD表中的Priority栏位ID对应,Data_1_Field与FLDD表中的Priority_Description栏位的ID对应,RFLH表中的其他栏位为空。整个表只增加了一条记录。以上FLDD、RFLH表的数据设置完成以后,就可以通过类表数据维护界面来添加Priority的数据到系统中了,添加数据的界面如下:图4-2类表的数据维护界面Fig.4-2DataImportGUIofReferrenceTable第34页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现4.1.3动态菜单分配技术根据动态菜单分配技术,主要用于为登陆用户分配其允许看到的系统功能。关键的内容就是程序代码的实现,主要结合了三方面的技术予以实施:1、Oracle关系数据库以递归方式表存储用户定义菜单。其中:数据库表主要为MENU和MNUI,主要的数据Column如下面的表格所示:表4-4菜单定义的数据库表设计(MENU)Fig.4-4ColumnDesignofUserMenuDefinitionTable(MENU)栏位名称数据类型说明MENU_IDVARCHAR2菜单名称MENU_SEQNUMBER菜单显示顺序MENU_ITEMVARCHAR2菜单项目名称表4-5菜单项目的数据库表设计(MNUI)Fig.4-5ColumnDesignofUserMenuItemTable(MNUI)栏位名称数据类型说明MENU_ITEMVARCHAR2菜单项目名称MENU_ITEM_DESCVARCHAR2菜单项目的用途说明VARCHAR2菜单类型,”P”表示是程序菜单,下面的程MENU_TYPE序ID为直接入口程序MENU_LABEL_IDVARCHAR2菜单显示的中英文标签IDPROG_IDVARCHAR2功能入口程序IDPROG_PARMVARCHAR2程序中需要URL带入的参数2、ColdFusion的anda.menu_item=c.menu_itemanda.menu_label_rrn=b.lbl_rrnandb.language=orderbyc.menu_seq第二个cfquery的name="qry_item",获取用户所有的MenuItem.selecta.menu_id,a.menu_item,b.prog_id,b.prog_parm,c.lbl_textfrom(selectmenu_id,menu_seq,menu_itemfrommenustartwithmenu_id=connectbymenu_id=priormenu_item)a,第35页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现mnuib,lbltcwhereb.menu_label_rrn=c.lbl_rrnandlanguage=anda.menu_item=b.menu_item(+)orderbya.menu_seq3、ColdFusion的与JavaScript脚本语言。可以将CFML数据转为XML-basedWDDX格式,在JavaScript的脚本中以数组类型引用。利用脚本语言将菜单展开的代码如下:functionlayout(){varstr="";for(vari=0;i";str=str+menuitem.lbl_text[m]+"";}}}else{str=str+""+progmenu.lbl_text[i]+" ";}}//endthisforloopstr=str+"";}}document.write(str);}在ColdFusiongen000.cfm程序中,引入入口程序的代码如下:第36页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现4.1.4系统权限控制技术系统权限控制,除前面提到过的通过密码和菜单加以控制之外,还有两个部分。一是在Web界面控制Button,一是控制访问对象的Owner。Web界面的Button以权限组为控制对象,而访问对象的Owner则是以用户为控制对象。首先是访问界面的Button控制,其主要的数据库表Column如下表:表4-6安全级别控制的数据库表设计(SECC)Fig.4-6ColumnDesignofUserSecurityControlTable(SECC)栏位名称数据类型说明USER_CLASSVARCHAR2菜单名称PROG_IDVARCHAR2菜单显示顺序ACCESS_FLAG_1CHAR控制按钮1ACCESS_FLAG_2CHAR控制按钮2ACCESS_FLAG_3CHAR控制按钮3ACCESS_FLAG_4CHAR控制按钮4ACCESS_FLAG_5CHAR控制按钮5ACCESS_FLAG_6CHAR控制按钮6ACCESS_FLAG_7CHAR控制按钮7ACCESS_FLAG_8CHAR控制按钮8ACCESS_FLAG_9CHAR控制按钮9ACCESS_FLAG_10CHAR控制按钮10该表的设计思想是:将每一个需要控制权限的程序,与10个标记栏位相关联,如果存在权限,该栏位的值为’Y’,否则为’N’,然后在每个程序中增加权限控制代码,在权限为’Y’的情况下显示按钮,否则按钮屏蔽掉,用户无法看见按钮,也就无法执行任何危害性的动作。这10个FLAG的含义分别表示:查看、增加、删除、修改、复制等操作按钮。SBCD-CIM系统利用了ColdFusion的客户订制标签功能,先订制好一个命名为其中OUTFLAG是一个数组,预先在程序中定义好VARNAME数组变量,程序运行完毕后,由CustomTag返回的值就记录在此数组变量中。再次是访问对象的Owner控制,其主要的管理思想与按钮控制一致。每一个需要控制Owner的对象都会记录在一张对象实体Table中,此Table中有一个第37页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现栏位记录对象Owner的ID。用户登录系统,在系统中创建任何对象,系统都会自动记录其作为对象的Owner,此后只有Owner可以在系统中修改或者删除他所创建的对象,其他人如果需要对此对象进行操作,必须由对象的Owner授权。因此,系统中增加了对象授权功能,可以一次性转给他人其拥有的全部对象管理权限,也可以部分转让。4.2用户应用功能SBCD-CIM系统实现的主要功能模块并不是完全独立存在的,从重要性来说,有些是核心模块,有些是辅助模块,但从整个系统的完整性和解决生产问题的实用性来讲,每一个模块之间都有着不可分割的紧密联系,甚至环环相扣,缺了其中的一个,另一个的功能就不能完全展现出来。下面对系统的主要功能模块WIP(在制品管理),PRP(流程管理),EDC(参数采集),EQP(设备管理)的功能实现分别介绍,紧接着阐述这些模块之间在系统运行时候的关系。4.2.1WIP(在制品管理)模块根据在制品跟踪模块系统的核心功能,它是制造车间实施MES系统的主要驱动因素,WIP功能使用的成功率几乎决定了整个系统实施的成功率。它的主要功能是基于设备作业,分批/合批,以及后台自动运行程序进行Lot优先级调整,以帮助车间进行批次的生产调度。在制品加工过程管理在制品加工(主要是基于设备作业)是MES管理生产流程的核心,系统的生产加工控制过程如下图所示:图4-3生产加工控制逻辑Fig.4-3WorkinProcessLogic第38页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现上图表述了系统基于设备作业的过程:需要加工的批次(Lot),在选定了Recipe(设备加工菜单)和Reticle(光刻版)以后,通过Dispatch(派工),创建一个新的Job(作业)。然后是MoveIn(开始加工)和MoveOut(加工完成)的实际生产过程,设备每运行一批作业,产生一个新的RunNo(运行号),记录在设备历史和批次的加工历史中,便于在出现问题的时候查询相关的运行信息。批次加工完成以后,在MoveOut出设备的时候,可以采集与批次相关的参数数据,这便是EDC/SPC过程,与EDC/SPC模块关联在一起。批次优先级动态修改批次优先级动态修改技术是系统协助生产人员进行生产排程的工具。该技术采用Oracle的后台存储过程,定义自动执行Job,每隔几个小时自动运行一次,将批次的优先级按照用户规定的公式自动调整,这样,作业人员按照优先级从高至低的顺序进行生产,就可以按照客户要求的交货日期完成客户订单,提高客户交货率。优先级动态修改所遵循的原则是:根据流程中定义的每个Operation的理论加工时间(SPT,StandardProcessTime),计算每一个批次剩余流程的理论加工时间,然后结合交期和系统当前日期,与剩余时间进行比较所得的差值,决定优先级是否需要调整。计算公式如下:T=T−(T−T)×24----系统以小时为单位计算差值剩余时间交期系统日期T>=72则P=2A差值修改优先级72>T>=0则P=3A差值修改优先级0>T>=-24则P=4A差值修改优先级T<-24则P=5A差值修改优先级分批/合批处理流程加工的批次在处理过程中,由于客户需求发生变化,或者工艺上的原因,需要将一个完整的母批,分为多个子批。这种分批(SplitLot)操作有时候是永久性的(Permanent),例如:分批后的Lot做了不同的加工处理,参数不同,最后交货给不同的客户;有时候只是暂时性的分批(Temparary),在流程将来的某一个步骤,需要将分出去的子批合批(MergeLot),还原成原来的母批。下图展现出了系统的分批逻辑:第39页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现图4-4分批逻辑Fig.4-4SplitLotLogic4.2.2PRP(流程管理)模块流程管理(ProcessPlanning)模块是整个制品加工过程的运行基础,没有流程管理模块,生产管理的核心也无从操作。SBCD-CIM系统PRP模块的主要功能就是进行工艺流程设置,定义与流程相关的产品,并按照批次对应的流程将工艺RunCard打印出来,备操作员跟踪填写。流程设置与返工定义流程设置就是参考流程建模的属性结构,定义批次的工作流程。系统通过定义对象Process,Procedure,Operation,从大到小的将树形结构上的叶子节点,按照顺序组成标准的ProcessFlow:Operation1,Operation2,直至流程结束的OperationN。通过定义Recipe,EquipmentCapability确定每一个Operation的SPT以及可以运行该工艺的设备集。下图展示了系统设置后的标准流程,以及可能的流程修改模式。第40页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现图4-5流程定义逻辑Fig.4-5ProcessSetupLogic上图说明了STDProcessFlow的工艺流程,定义返工流程(ReworkFlow)以及添加/删除其中某一个Operation的方式,同时,允许SkipOperation,即在不需要加工的Operation下跳批。产品定义与状态设置系统提供产品(Product)的定义和产品状态修改功能,定义时,用户需要选择产品所挂的工艺流程,同时决定产品的状态。产品流程和状态一旦设置,就可以决定制品运行的方式和路线(LotRoute),以及该产品是否可以投料或继续生产。1、决定在制品的LotRoute:系统投料的时候,用户选择为哪种产品投料,而产品决定了批次所走的工艺流程,也就决定了批次从投料开始的Operation1至OperationN直到最终入库的所有操作步骤。即:从Lot-ÆProduct-ÆProcess对应到Lot-ÆProcess。2、决定产品是否可以投料或继续生产:产品的状态有三种,HOLD,HOLDCREATE和ACTIVE。HOLD:表示该产品不能继续投料,而且生产线上属于该产品的所有批次都必须停止流片,采用这种方式,如果一种产品出现问题,必须停止生产,只用HOLD产品就可以让生产线上的Lot都停下来,而不必单独多次的暂停每个Lot。HOLDCREATE:表明生产线上已经投料的Lot可以继续生产直至入库,却不允许再为这种产品投料了。ACTIVE:既可以为该产品投料,又可以按照流程正常生产。打印工艺流程单(RunCard)打印RunCard功能结合了电子化和纸上办公两方面的优点。在没有实施MES系统的时候,每个Lot在加工的时候,都会随批次的花篮(Carrier)附带一张第41页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现运行记录,由操作工详细记录每个Step加工的参数,实际片数和报废片数,分批情况等等。而实施系统以后,系统将每个Lot从投料到入库的整个流程都列举出来,包括是否要返工,是否需要添加DummyWafer等等,然后留下空白栏位,提供给操作工填写实际片数和Coments。这样既极大的方便了用户了解Lot接下来的流程,又简化了用户的填写内容,减少了出错的可能性。处理方案:利用Oracle后台执行程序,将批次的流程信息存储在一张临时Table中,然后利用报表生成工具CrystalReport制作标准的RunCard,按照A4纸帐的大小设置打印格式,用户终端打印机将水晶报表的打印格式自动转化为PDF的打印文档,再打印输出。由于是制造车间专用的打印纸,而且是粘贴在花篮上随卡搬运的,我们的制造车间在每张A4纸上打印4份,以节约纸张,方便运输和后期归档存放。4.2.3EQP(设备管理)模块制造型企业中最为关键的资源除了人力以外,就是厂房和设备,最终的生产效率和产品良率如何,也跟设备的利用率息息相关。设备全局效率(OEE,OverallEquipmentEffectiveness)是统计制造车间设备利用率的有效手段,然而,要提高OEE,就必须提高设备的有效加工时间,即保证设备正常出片的时间最大化,故障时间和故障维修时间最小化,这就要求企业切实做好设备维护的工作,在设备的维护周期内将设备保养好,减少故障突发频率。设备管理主要用来维护设备信息,通过MonitorBoard的图形化方式显示各个区域设备的不同状态来监控、管理设备。并设定设备的PM计划,检查计划,以及跟踪检查执行的状况。设备定义和属性设置定义主设备和附属设备(子设备)的属性,包括设备位置,是否关键设备,设备可作业的数量,以及设备可允许触发的事件集等。设备状态模型定义定义E10状态模型,通过设置Event的原始状态和目标状态,达到设备自动进行状态转换和手动翻牌的目的,以统计设备OEE。在SBCD-CIM系统中,通过LogEvent(事件登录)功能来进行设备翻牌。除设备在制品加工期间,其状态是系统自动触发的以外(制品加工开始的时候,设备状态自动从IDLE转化为RUNNING;制品加工完成时,设备状态又从RUNNING转化为IDLE),其余状态的改变都由用户根据需要触发。系统在设备LogEvent时,首先检查当前状态,验证目标状态是否允许发生,然后将设备翻牌到目标状态。下图显示了系统的状态流程图,限定了设备从原始状态可以转化到哪些目标状态。第42页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现图4-6设备状态模型Fig.4-6EquipmentStateModelCCPM/PM管理CCPM/PM管理是设备管理模块的典型功能,这是因为设备维护和保养是保证车间生产的重要一环。设备维护一般从两个方面出发,一个是周期性维护,即在固定的周期(例如:每天,每周,每月等)对设备进行固定项目的检查;另一个是在线对设备参数,或者设备上制品的参数进行随机的抽检,如果参数正常,则正常生产,出现偏差就需要停止设备进行维修或者保养,或者是更换液体等等。如果这些工作都靠车间技术人员手动来执行,很容易漏检,或者在出现问题的时候不能及时采取措施,迫切需要系统在检查项目执行前加以预警,漏检的时候进行Down设备的操作,并指明漏检的项目,同时统计漏检参数的漏检频率,从而为制造部门提供最为有效的信息支持,以提高设备OEE,最终改善FAB良率。先对CCPM和PM的执行方式加以说明。1、CCPM(ControlChartPreventiveMaintenance):CCPM主要用于对控制参数进行维护管理。FAB加工的时候,往往需要对某个加工工序的工艺参数(通过陪片,DummyWafer)进行测定,通过这些参数的测定,获知设备的可用性,并将测得的参数通过控制图显示出来,控制图的图表曲线趋势如何,参数超标次数的多少,可直接反映设备的性能趋势,以及早发现设备问题。在本公司,这种参数测试称作OfflineQC(QualityControl),此时设备应该是日常QC开始的状态,设备的可用性为Down(Unavailable,不可用),待QC检查完成,设备的状态又恢复到IDLE(空闲),此时设备的可用性为Available(可用)。CCPM维护需要通过定义设备对某个参数的周期性管理,达到预警和直接Down第43页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现设备的目的。例如:设备A,需要每天在设备QC状态下测试参数TA,预警时间段为4小时,即每天10:00AM的时候开始预警,提醒用户QC不执行的话,将造成漏检,超过2:00PM的时候,系统将自动Down设备,否则可能带来质量风险。2、PM(PreventiveMaintenance):与CCPM不同,设备PM主要针对设备进行周期性的维护管理,例如每个月必须更换设备挡片,清洗舟等等,如果不进行此类操作,可能影响设备的正常运转,或者带来设备性能问题,造成加工片的报废。在本公司,设备维护之前的状态是通知PM,设备维护期间的状态是PM开始,此时设备的可用性为Down(Unavailable,不可用),待PM结束,设备转入QC检查状态,QC检查结束之后才恢复到IDLE(空闲),即Available(可用)的状态。PM维护需要通过定义设备对某个周期(例如每天/每月/每年等)进行管理,达到预警和直接Down设备的目的。CCPM/PM的具体实施方案可以通过下面的流程逻辑简要说明。在后台数据库级,OracleTablePMSK(PreventiveMaintenanceTask)是增加CCPM/PM项目的表,该表的主要数据栏位,如下表所示:表4-7CCPM/PM任务的数据库表设计(TASK)Fig.4-7ColumnDesignofCCPM/PMTaskTable(TASK)栏位名称数据类型说明TASK_NAMEVARCHAR2用于创建针对设备的管理任务,不能重复,一个设备对应一个参数或事件为一个管理任务TASK_DESCRIPTIONVARCHAR2描述任务的管理内容,例如换挡/CV测试EQUIPMENT_IDNUMBER管理设备的ID,可以与设备主表关联获取设备其他信息PM_TYPEVARCHAR2CCPM/PM两种类型PARAMETER_OR_EVENT_IDNUMBER如果是CCPM则记录管理参数的ID,如果是PM则记录维护项目的名称,称作事件名START_DATEVARCHAR2首次Down设备的日期START_TIMEVARCHAR2首次Down设备的具体时间PM_CYCLENUMBER维护循环的周期,根据实际情况,一般周期不小于一天(系统以天为单位)ALARM_INTERVALNUMBER预警时间段,根据实际情况,提前预警的时间不会低于一个小时(系统以小时为单位)TASK_STATUSVARCHAR2任务当前的状态,分为NULL/SCHEDULED/SHUTDOWN三种,分别表示上次任务已经完成,下一次预警尚未开始/预警开始/设备等待Down状态TASK_PERFORM_TIMESNUMBER记录任务实际循环执行的次数第44页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现数据库Table定义完毕,系统开发了Web界面,用于添加、修改需要执行PM/CCPM管理的设备任务,其逻辑流程如下:图4-7CCPM/PM的设置流程逻辑Fig.4-7CCPM/PMSetupLogic存储过程SCHEDULEORSHUTDOWNJOB是我们创建的后台执行程序,每隔一个小时自动运行一次,用于检查每一个设置的Task是否到了预警或者Down的时间,从而更改PMSK中TASK_STATUS的状态,在Web界面上通过实时刷新的方式显示给用户。具体流程逻辑如下:图4-8CCPM/PM的Task监控逻辑Fig.4-8CCPM/PMTaskMonitorLogic第45页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现其中,判断当前时间是否为预警时间,当前时间是否为Down机时间的算法,以及预警子流程和Down机子流程的程序逻辑分别为:①预警时间算法:ALARM_INTERVALA=(NOWDATE−STARTDATE+)×2424B=MOD(A,PM_CYCLE×24)C=(A>=0∧B=0)(NOWDATE:当前系统时间,STARTDATE:首次Down机时间,PM_CYCLE:项目循环周期。)如果C=TRUE,则说明当前系统时间,为计划的预警时间,否则不满足预警条件。②Down机时间算法:A=(NOWDATE−STARTDATE)×24B=MOD(A,PM_CYCLE×24)C=(A>=0∧B=0)如果C=TRUE,则说明当前系统时间,为计划的Down机时间,必须根据实际情况判断是否需要Down机,否则不满足Down机条件。③预警子流程的程序逻辑:图4-9CCPM/PM预警流程逻辑Fig.4-9CCPM/PMAlarmSubsystemLogic第46页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现④Down机子流程的程序逻辑:图4-10CCPM/PMDown设备子流程逻辑Fig.4-10CCPM/PMdownEquipmentSubsystemLogic4.2.4EDC(参数采集)模块参数采集模块的存在,依赖于WIP制品加工的过程控制途径。为了确保制品加工工艺的稳定性,必须对加工制品的质量参数和生产环境进行监控,因而引入了参数采集模块,用于对在线生产的批次采集数据,或者对设备采集性能参数,主要的功能包括参数设置,参数集设定和参数数据采集。在这之中,还用到了Nelson规则和CP,CPK等计算公式。采集参数设定设置需要采集的参数,参数的控制上下线和规格上下线,目标值。包括:上限值(UCL)、中间值(MCL)、和下限值(LCL)、警告上限值(WarningUCL)、警告下限值(WarningLCL),用于流程设置的时候,为测试程序提供需要采集的样本数量、单位,最大允许失效数量/百分比等等。当数据达到警告界限值时,将产生SPC报警。参数数据收集当流程中定义好参数或者为设备定义好性能参数以后,系统将在需要收集数据的时候,要求用户输入批次的规格参数,并在采集完成后实时结合SPC工具(本系统的SPC主要结合第三方软件工具QCTool完成控制图显示等各项功能)进行超差控制OCAP(OutOfControlActionPlan),计算CP、CPK值。第47页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现SPC统计过程控制工具,首先根据参数采集信息,显示XBAR-Range等控制图表,随后利用统计学理论,控制生产过程。它遵从相关的SPCRules,在发生超差的时候HoldLot或者Hold机台,并给相关工程师发送相关信息。下图简要说明了系统的SPC超差控制方式。图4-11SPC超差控制方式Fig.4-11SPCOutofControlType相关统计公式应用Nelson规则进行统计检验即进入过程控制流程,系统从数据库中获取该质量参数近期的RawData,结合用户最初的参数设置,实时计算、分析是否存在异常因素。这之中采用了较多的统计公式,实际计算过程中通常采取简便算法。具体为:①均值计算:nx∑ii=1X=,即采集样点的平均值;n②标准差计算:2nn2n*∑Xi−∑xii=1i=1s=,在样本计算时,通常用s来估计σ;n*(n−1)③Cp,Cpk的计算:计算公式分两种情况:第一种情况是双边参数,USL和LSL都存在,当分布中心和公差中心重合时,过程能力指数记为Cp:USL−LSLCp=,分布中心和公差中心有偏移时,修正后的过程能力指数6σ第48页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现记为Cpk:USL−LSLCpk=(1−K)Cp,即:Cpk=(1−K)6σUSL+LSLX−2K=,K是当分布中心和公差中心有偏离时候的修正因子,USL−LSL2当K=0即无偏离时,Cpk=Cp。第二种情况是单边参数,USL为空或LSL为空,则过程能力指数直接取Cpu或者Cpl的值。USL−XX−LSLCpu=,Cpl=3σ3σ4.2.5RPT(报表管理)模块基于数据仓库的报表分析模块,是系统提供给生产部门的主要数据分析工具,可以查看与在制品、设备相关的各种信息,包括:投料报表,产品生产周期报表,良率、报废原因报表,订单准时交货率,暂停释放报表,设备故障分析报表、设备OEE等等。图4-12DataWarehouse数据流Fig.4-12DataWarehouseWorkflow上图描述了SBCD-CIM系统数据仓库的数据流模式。除从其它外部系统(例如订单管理系统、WMS仓库管理系统等)可以获得需要的数据以外,DataWarehouse的数据主要通过Snapshot(快照)从生产数据库(ProductionDatabase)定期刷新获得。ProductionDatabase跟踪生产线,实时收集各种生产数据,虽然第49页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现真实的反映出了生产线的状况,但不具备数据分析能力。数据仓库,我们称之为ReportDatabase通过定期从ProductionDatabase获取生产数据,加以整理,分析,并利用第三方的软件工具(CrystalReport,SQLServer2000AnalysisService)开发报表,以WEB的方式提供给用户使用。Snapshot是Oracle数据库的一种运行机制,可以从一个数据库定期复制数据到另一个数据库。设置方式如下:1、建立ReportDatabase到ProductionDatabase的Dblink(数据库链接);2、在ProductionDatabase创建OracleLog,记录数据库发生的所有变化;3、在ReportDatabase创建OracleSnapshot,生成以‘Local’为前缀的视图;4、运行ReportDatabase中的Snapshot刷新,ProductionDatabase的所有数据都会自动刷新到这些Local视图当中,从而完成数据库数据的完整复制过程。4.2.6模块间的数据关联通过以上对系统主要功能的介绍可以看出:各模块间的数据有着很大的相关性。PRP模块是生产控制的基础,WIP模块是生产系统运行的核心,而EQP是生产制造赖以生存的基本条件,至于EDC/SPC则是提高生产过程控制能力和数据分析能力的有力工具。其中,PRP,WIP,EQP是不可分割的一个整体。下图描述了在制品Lots在生产线上Run&Wait的一系列过程。图4-13在制品运行时模块间的数据关系Fig.4-13DataCorrelationofWorkinProcessinModules上图描述了这样一个生产过程:在线加工的Lots首先以WAIT状态等待设备加工,在选择好一台设备以后,进入RUN状态,此时可以采集参数,进行SPC分析,如果发生Scrap(报废),Lots的数量就会减少,这在后期的Yield(良率)统计第50页
上海交通大学工程硕士学位论文第四章半导体MES的功能实现中会体现出来;批次加工完毕,进入下一个工艺Step,又变成WAIT状态。这样从进入一个Operation开始计时,称作该工艺Step的ArrivalTime,开始加工的时间称作ProcessStartTime,加工完成进入下一个Step的时间称作ProcessEndTime。在生产线上,以下是统计生产加工各阶段耗时的公式,可以分析影响生产周期(CT,CycleTime)的有关因素。4.3小结本章进一步深入地介绍了我们公司MES系统的内部功能,分节阐述了系统基础数据维护技术、动态菜单分配技术和系统权限控制技术,以及用户功能模块主要功能的实现方式,最后分析了模块之间的数据关系。第51页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程第五章半导体MES的实施过程5.1项目实施准备在正式实施系统以前,重点是项目前期的准备工作,包括项目团队的建立,项目实施范围的界定,以及项目实施周期的评估等等。会议,成为这期间极为频繁的一项活动,包括整个项目组的周会、月会、项目各阶段总结会,以及小项目组每天的进度会议和问题总结会议等等。KickOffMeeting,项目启动会,标志着一个项目正式启动。5.1.1组建MES项目团队我们公司在实施MES期间,项目团队组织架构图如下所示:图5-1系统实施项目团队架构Fig.5-1SystemImplementTeamHiberarchy组织架构确定以后,再列表规范项目人员的职责,具体如下表:表5-1项目成员职责表Fig.5-1TableofProjectMemberResponsibility项目组织客户开发商项目指导复核及核准主要交付项目参与定期的项目指导委员会议委员会参与定期的项目指导委员会议协助项目指导委员推动本项目协助项目经理推动本项目协助项目经理推动本项目提供及核准项目所需资源鼓舞项目成员士气第52页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程项目经理负责项目管理相关事宜拟定项目工作计划协助项目成员参与及推动项目负责项目管理相关事宜核准需求变更协助项目成员参与及推动项目项目议题管理核准需求变更参加项目会议参加项目会议团队小组成员IT小组UAT组:协助顾问执Develop:项目主要实施小组,整合需行系统设定工作求,并负责定制开发协助定制功能的设QA:测试小组,负责系统的单元测试、计与开发工作功能测试和系统整合测试协助单元测试、功DW:数据仓库部分的需求整合和实施,能测试与整合测试定制报表的开发协助用户培训DBA:数据库创建、数据导入和维护Infra:硬件与网络支持制程TD:工艺整合部门负责MFG:生产制造部门小组EQP:设备部门QRA:品质保证部门以上各部门经理作为Leader的主要职责:执行目前流程访谈,并规划未来作业流程。负责客制化程序之系统规格针对现行作业提出改善建议提供本部门关键用户清单,协助用户测试和培训5.1.2项目实施范围界定项目范围(ProjectScope)的界定是整个系统实施的目标。项目正式实施以前,要与项目的所有涉众(Stackholders)详细地列出所有要实现的功能。其目的主要是:1、作为项目实施周期,即实施项目时间的规划指南;2、按项目内容,分阶段逐步进行,通过里程碑(Milestone)控制项目进度,第53页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程确保项目按预计时间完成;3、让各部门相关人员在了解范围的前提下,做好职责范围内的准备工作;4、作为项目管理中需求变更的基础依据,以更好的控制项目变动范围;5、根据实施的内容,列出与已有系统(LegacySystem)的关系和影响范围,做好接口准备工作。SBCD-CIM系统实施期间,项目范围的内容主要包括以下几个方面:1、项目实施阶段,主要包括三个阶段:PhaseI,PhaseII,PhaseIII,每个阶段实施完一个或几个重要的模块,作为项目里程碑;2、项目实施模块,每个模块需要实施的标准功能和模块内用户提出需要定制的功能清单;3、与已有系统的接口部分所涉及到的功能。5.1.3评估项目实施周期项目实施周期在项目正式启动之前,只能根据以往之经验和当前的实施范围以及项目人员的个数作出粗略评估,真正的项目时间,则依赖于管理人员的进度控制,变更控制状况和项目涉众的配合支持程度。一般情况下,系统地导入方法如下图所示:图5-2系统快速导入方法Fig.5-2SkillofSystemQuicklyImportingPM基于以上的项目导入方法,利用Project管理工具,列出具体的时间规划。规划重点在于中间的三部分,先列出每个部分的大致的完成时间(如下图所示),然后列出具体的计划日期(图略)。第54页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程图5-3项目进行的方式和时程初步规划Fig.5-3MethodandTimeSummaryofProject5.2车间管理对象建模SBCD-CIM系统作为制造车间的辅助制造工具,使用前必须对车间对象进行模型构建,即FABModeling,用于定义班次,区域,区域中的设备以及车间加工片的工艺流程,从而将车间对象与系统对象对应联系起来,将实物操作与系统操作紧密的对应在一起,以更加真实的反映整个制造车间的概况。项目实施期间,由车间人员(IE,IndustryEngineer)提供车间对象面板,工艺人员(TD)提供工艺路线,然后由IT项目人员对其逐一建立系统模型。5.2.1对象管理概念在系统中,为了管理的需要,将一个个具备一定特征和属性的实体称作对象(Object),并按照对象的特征,开发了数据维护界面,方便用户将对象信息添加到系统中。半导体制造车间的对象分为两类:一类对象只关注其本身的存在性和属性,对象当前存在的状态对于生产制造有实际意义,其履历的变化只用于历史数据分析。例如:设备,批次,原材料等等。另一类通常是软体对象,它的任何变化都必须受控,不仅具备本身的特征和属性,还具备多个版本(Version),一个对象可以同时具备多个版本,当前只有一个活动版本(ActiveVersion),也可以当前有多个活动版本。所谓活动版本,指的是正在制造车间使用的版本。在我们的FAB车间,存第55页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程在版本的对象主要是工艺流程(Process),当前可以有多个活动版本;加工工序(StepCode),车间标准操作文档(SOP,StandardOperatingProcedure)以及PM时候的检查项目(CheckList)等等,它们当前只有一个活动版本。存在版本的对象所做的任何变更都要通过工程变更单(ECN,EngineeringChangeNotice),经历申请---〉审批---〉公布的过程,若在申请或者审批过程中出现问题,还可能冻结或者修改,所以,ECN的完整过程可能包括:申请---〉冻结---〉解冻---〉审批---〉审批未通过后修改---〉再审批---〉公布。5.2.2车间对象管理模型对象概念的建立,为FABModeling的车间对象映射奠定了基础。主要的建模过程是工作站的建模(WorksationModeling),因为对于半导体制造业,整个FAB不是按照流程的生产流水线设计的,而是根据每个加工工序的特征,分区域组合设备,每个不同的区域完成不同的工段(Stage)。下图显示了半导体制造车间的结构层次。图5-4半导体制造车间的结构层次Fig.5-4HiberarchyofSemiconductorShopfloor将以上的结构层次平面化,可简单的勾勒出以下的FABMapping图。SBCD-CIM系统将每一个FAB区域,例如:PhotoArea,作为一个工作站(Worksation),因此,Workstation是一个拥有设备、操作人员的集成对象。而且,在系统运用到FAB车间以后,操作人员访问系统的ClientPC也成为工作站的一个组成部分。这样一来,用户登录系统,能够看到的只是属于这个工作站的设备、以及能在此工作站作业的片子。第56页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程图5-5半导体FABMapFig.5-5FABMapofSemiconductorShopfloor只要进入半导体制造车间,我们可以看到,在这种高清洁度的生产环境里,将全身武装的只剩下眼睛的操作工人、工人旁边的联网PC机和显示器,以及正在运转的机器设备,成了半导体车间每一个制造区域的一道风景。系统在将这道风景按照工作站来管理的同时,还定义了每个操作工人所隶属的班次,以利于对每个工人产量的统计,或者对每个班次的产量统计。5.2.3工艺流程建模半导体生产属于复杂制造行业,一个产品的流程往往多达几百道工序。在我们的半导体制造车间里,一个工艺Step称作StepCode,相同的制造工序称作一个Stage,而将这些StepCode连续起来,就称作一道加工工艺,这些加工工艺某一个参数或者工序的变化,都会引起流程工艺的一些细微改变,一般情况下,它们仍然称作相同的工艺,仅仅因为参数或者某一个工序的要求不同,而称作该工艺不同的版本,这些版本同时在生产线运行,所以都是活动版本(ActiveVersion)。半导体硅片在生产线上加工的时候,随着硅片的载体(Carrier)都会附带一张流程卡(RunCard),RunCard记录了从投料开始,该批硅片所需经历的每一道工序,以及每道工序所能加工的设备,是否需要返工等。对应着这种生产模式,系统定义出了以下对象:1、Process工艺流程,多活动版本对象;2、Procedure工艺大工程,多个加工工序的集合,只存在一个活动版本,可以一个Procedure对应一个工艺Stage,也可以多个Procedure对应一个工艺Stage;第57页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程3、Operation加工工序,只存在一个活动版本;4、EquipmentCapability设备能力集,能加工某个工序的设备集,作为Operation所挂的一个参数,用于系统自动选定可以在这些机台上加工的片子。下面是系统对应FAB流程,所建立的树状模型图:图5-6工艺流程模型图Fig.5-6ProcessWorkflow按照上述模型图,系统可以自动生成工艺RunCard,生产操作人员通过系统,可以直接查询到某个加工对象(Lot)的生产步骤,而且系统自动基于设备作业,不能在该设备上加工的片子就不显示出来,极大地减少了误操作的可能性。5.2.4制品加工过程建模制品加工建模的目的,是为了模拟车间批次的加工过程,便于指导操作工进行流片作业。包括订单下达、领料投料、基于设备选择批次加工以及批次加工完毕后,流入下一个工作站的一系列过程。下图说明了这个过程:第58页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程图5-7制品加工过程模型Fig.5-7WorkinProcessModel上述图形模拟了这样一个加工过程:客户下达订单后,由销售人员建立客户订单,订单状态是“未完成”;生产部门的PP(生产计划)人员,根据生产排程情况,可将客户订单一次作为生产订单投料,创建一个生产订单,也可以创建多个生产订单多次投料,投料之前,硅片从原材料库接收。投料后的Lot,以WAIT状态等候在可以加工的设备区域内,如果准备好耗用的材料进行加工,首先选定批次,创建作业(CrateJob),此时批次的状态为DISPACHED,等待设备有空闲位置时开始加工,片子放入设备后触发MoveIn动作,加工完毕后移出设备,触发MoveOut动作。在生产线上加工的设备,有的是炉管式,可并发MoveIn硅片进行加工;有的是单片式设备,一次只可以MoveIn一个批次,设备空闲后才能再次进行作业。这两种设备在OEE计算中,加工时间的计算方式不同。如下图所示:第59页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程图5-8批次加工时间和片数的计算方式Fig.5-8TimeandQuantityCalculateMethodofLotsinFlow5.3系统实施和上线MES系统导入期间,基础数据整理、系统功能设定、客户定制开发和系统测试,用户培训等工作,有些可以并发执行,有些必须等其他工作完成之后才可[11]以开始,无论如何,这些工作都是系统实施期间必不可少的重要环节。5.3.1基础信息整理基础信息整理,即将信息数据转化为文件,主要包含两部分的工作:首先是系统对象命名规则(NamingRule)的制定,其次是将车间生产需要执行的对象信息和对象关联信息,整理成数据文档,作为系统上线基础信息导入系统数据库,这两部分的工作主要由关键用户部门负责完成,我们IT团队主要协助提供系统需要整理的信息清单和限制条件。NamingRule规范性文件属于文管中心受控文件,由文件制定部门先拟初稿,相关部门签核确认后方能生效。在系统导入过程中,需要制定NamingRule的对象包括EquipmentID,LotID,ProductID,MaskCode,ReticleID,ProcessID,ProcedureID,OperationID,PrameterID等等。下面以LotID的NamingRule举例说明:第60页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程图5-9批号的命名规则示例Fig.5-9ExampleofLotNamingRule例如:表5-2批号分批命名规则Fig.5-2ExampleTableofSublotNamingRule原批批号子批批号次子批批号次次子批批号F492901E.2F492901E.1F492901E.4F492901E.3F492901E.6F492901E.5F492901E.7上例中原批为2004年9月29日第一批工程批产品批号:F492901E.1,该批共分出2个子批,分别为F492901E.2及F492901E.3。至于与对象关联的数据文档,则在命名规范确定后,对应每一类对象,以对象ID等信息整理基础数据,这里不再赘述。5.3.2功能定制开发在项目实施期间,原则是尽量将我们车间的需求,转化为系统原始功能,尽可能少的通过订制开发来满足需求。这样既可以确保项目按照预计时间完成,又第61页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程可减少定制程序对原有系统的影响。因为功能订制需要要经历Discuss,Design,Confirm,Develop,Test等非常复杂的过程。不过,无论预先开发出的系统多么成熟,都不同程度的需要进行一些功能的定制开发,SBCD-CIM系统更是如此。它的定制开发功能主要在Lot的FutureHold,MultipleHold以及一些报表的开发等方面,由我们IT开发人员按照软件设计和开发流程逐步实现。5.3.3系统整合测试在系统功能的CodingTesting,UnitTesting,FunctionTesting完成之后,紧接着作整合测试,整个测试步骤基本如下:1、搭建测试环境,包括Server端配置和Cient端的PC配置,HelpDesk人员到位,以便解决测试过程中的问题;2、编写系统使用Scenario,以最接近当前生产流程的运营模式和系统以后的运行流程准备用户测试场景;3、由项目人员和关键用户组成测试Team,分阶段逐步测试;4、记录测试中出现的问题,分析原因,尽快解决后予以反馈;5、测试完毕,由关键用户负责人签核确认;6、作系统GoLive准备。5.3.4用户分批培训用户培训在UAT开始之前基本完成,这样做的好处是:既可以促进用户在UAT测试过程中熟练地应用系统,减少错误发生,又可以加深用户对系统功能的理解,在测试中提出有价值的问题,提高UAT测试质量;反过来,如果UAT测试时尚未举行UserTraing,可能延长UAT的时间,使整个测试过程困难重重。因此,SBCD-CIM系统采取的Traning方式是:贯穿项目的整个实施周期,在项目发展的某个阶段,分部门和功能,逐批对用户培训。基本上在以下几个阶段:1、项目KickOff后,按照不同模块对关键用户进行培训。这一阶段的培训主要是向用户介绍系统功能,让用户预先对系统有感官上的理解和认识,方便后面与用户讨论需求的时候沟通问题,促进项目顺利进行;2、某一个模块的基本功能经过单元测试和功能测试之后,对该模块的关键用户实施培训。这一阶段的培训主要是加深用户对系统的了解,让用户学会如何使用系统,同时可以与用户沟通,及早发现可能存在的问题,并及时予以修正。第62页
上海交通大学工程硕士学位论文第五章半导体MES的实施过程5.3.5PilotDryRun系统实施过程发展到PilotDryRun(先行批次试运行)阶段,整个项目实施也到了最关键的时刻。在PilotDryRun之前,以下基本资料已经正确的进入系统,而且整个Produnction的运行环境已经成功搭建,数据库安全机制建立,备份恢复策略制定,系统GoLive后的技术支持和系统维护方案已经确定。1、使用系统的各部门用户清单,用户组别和对应的用户权限;2、不同用户级别的菜单创建;3、各种静态数据或者少量动态数据,以类表的存储方式进入系统;4、与制品相关的设备对象,流程对象,以及物料数据,按照NamingRule规范的格式,先后导入系统数据库。随后,在制造车间,不同工作站的制品人员,按照预先告知的先行批次信息,从批次投料开始,一面按照上线前的生产模式操作,一面在系统中按照制品加工模型执行操作,直至整个批次加工完毕,分析和核对数据无误后,再加大批量,待加大的批量达到整个制造车间产能的一定比例之后,就停止以往无系统的生产模式,正式启用MES系统。5.4小结本章介绍了半导体MES的系统实施过程,主要阐述了项目实施前的团队组建、项目范围界定、项目周期评估等必须的准备工作,项目启动后车间对象建模以及项目实施过程中基础信息整理、客户功能定制开发、系统整合测试和用户培训等关键活动,并在最后给出了系统GoLive前的PilotDryRun过程。第63页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果第六章半导体MES的应用效果6.1制造车间运行流程用户登录系统之后,就可以在自己的权限范围内,执行系统功能。以下的几个子流程:工艺流程定义、订单下达与投料、制品加工过程、实时数据采集和设备状态翻牌,是半导体制造车间典型的运行流程,反映了车间操作人员的执行方式,下面分别以界面说明。6.1.1工艺流程定义流程定义中,产品设置和工艺流程(Process)关系密切而且是主要部分。在下图所示界面中,点击相应的按钮,可以新建产品(插入产品),显示产品信息,修改产品信息,和修改产品状态。图6-1产品定义界面Fig.6-1ProductSetupGUI第64页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果产品定义中需要确定这种产品加工的工艺路线,如前所述:工艺路线的确定需要从Opration,Procedure到Process从小到大逐层设置,这里选取最后一步的Process设置界面予以说明。如下图:图6-2工艺流程界面Fig.6-2ProcessSetupGUI6.1.2订单下达与投料我们生产车间的订单下达过程是:客户向市场销售人员下PO(PurchaseOrder),销售人员将PO信息以客户订单的方式输入到系统,由生产计划部门根据客户订单和生产排程情况,创建生产订单,再根据生产订单投料。以下界面反映了生产订单的下达和批次的投料过程。1、依据客户订单(也称作客户订单在公司的内部订单号)创建生产订单。第65页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-3生产订单创建界面Fig.6-3ProductionOrderCreateGUI2、依据生产订单投料。图6-4投料界面Fig.6-4CreateLotGUI6.1.3制品加工过程制品加工的顺序如下:选择可以加工的设备---〉在设备上选择需要加工的批次创建作业---〉开始作业---〉加工完毕结束作业。下面几副图分别显示了创建作业、开始作业和结束作业的过程。第66页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-5创建作业界面Fig.6-5CreateJobGUI图6-6开始作业界面Fig.6-6MoveinLotGUI第67页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-7结束作业界面Fig.6-7MoveoutLotGUI6.1.4实时数据采集制品加工过程中,需要对工艺Step的质量参数进行测定,实时采集参数数据。系统的实时数据采集(DataCollection)界面如下图所示,这种采集方式可以动态提醒用户注意输入数据的准确性,数据采集完毕,随即产生SPC控制图。图6-8参数采集界面Fig.6-8DataCollectionGUI第68页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-9SPC控制图界面Fig.6-9SPCControlChart6.1.5设备状态翻牌系统的设备从当前状态翻牌到另一种状态的时候,需要通过LogEvent功能进行操作,具体界面如下图:图6-10设备翻牌界面Fig.6-10EquipmentLogEventGUICCPM/PM的预警功能,也可以更好的帮助设备管理人员监控设备状态,具体如下:第69页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-11CCPM/PM监控面板预警界面Fig.6-11CCPM/PMMonitorBoardAlarmGUI6.2报表数据模式系统的报表多达几十张,在协助生产、财务和工艺整合部门进行数据分析的过程中,起着不可替代的重要作用。这里各选择一张在制品报表和设备报表,以展现SBCD-CIM系统结合第三方报表工具CrystalReport来制定报表的运行模式。6.2.1在制品报表在制品报表中,非常重要的报表有生产日报、当月Lot入PCM报表、准时交货率报表、暂停制品登记表、报废登记表,投料总表以及产品统计报表等等,下图显示了“产品统计表”显示的信息列和报表格式:第70页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果图6-12产品统计报表Fig.6-12ProductSummaryReport6.2.2设备运行报表系统中与设备运行相关的报表有设备处理数报表、设备故障统计表、设备年报,以及显示设备重要指标的OEE报表,下图为整个制造车间的设备全局效率(OEE)报表:图6-13设备全局效率报表Fig.6-13EquipmentOEEReport6.3应用MES的收益总结我们公司的MES系统,经过功能定制和改善,在结合我们生产车间实际流程运行以后,已经给生产线和管理人员带来非常明显的收益,成为我们制造车间第71页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果24*7小时运行的核心系统。6.3.1实施MES的优势半导体MES在我们公司得以成功实施,极大的提高了我们制造车间的生产效率,结合几年来我们公司的运行情况,我们对SBCD-CIM系统的优势有了以下体会:首先,尽管我们公司主要是外商投资的半导体制造厂,SBCD-CIM软件也是本地定制开发的产品,却由于这两者都在国内,主要人员都是国内的高技术人才,相同的国情决定了思维方式和沟通上的相通性,使得项目实施期间各个阶段都进展得很顺利。其次,欧美和日韩的半导体制造业发达,MES产品的发展技术也相当成熟。但是由于它们多属于高端技术产品,产品价格和项目实施费用都相当高,而且多数产品也是本地软件商代理,因此很多刚建立不久的国内半导体企业,一方面要面临高成本的压力,另一方面也要面临因为不是原厂商本身实施项目,而造成项目实施和维护过程中的困难。再次,我们国内的半导体MES技术虽然起步早,却发展缓慢。现在有很多的中小型半导体企业很快发展起来,正是需要实施MES项目的时期,SBCD-CIM系统结合国内的技术发展状况,开发的产品适用型强,更能满足我们用户的需要。而且,与国外产品相比,系统的价格低廉,架构灵活,可扩展性和易维护性强,本地人员24小时提供技术支持,使得系统运行的稳定性大大提高。因此,半导体MES在我们的制造车间,收到了良好的应用效果,生产效率明显提高,主要表现在:产品的CT(CycleTime)缩短生产线报废率降低车间产能上升设备OEE提高车间操作人员流失率降低6.3.2应用MES的借鉴意义简言之,我们采用MES系统作为生产管理工具所取得的成功,为我们提供了以下借鉴意义:1、在充分满足制造公司用户需求的情况下,软件产品的系统架构和开发技术要灵活,扩展性强,易于维护;系统的稳定性和性能也必须是系统所必需考虑的重要指标。对于终端用户较多的制造车间,零客户端可以大大减少系统维护量,第72页
上海交通大学工程硕士学位论文第六章半导体MES的应用效果方便用户随时随地操作系统。2、在实施项目期间,按照项目管理过程控制项目进展,充分与用户沟通,可以促进项目顺利实施。包括需求收集,培训安排以及问题处理等等。3、与用户沟通,了解他们使用系统的实际状况,咨询当前存在的问题并协助解决,可以建立IT人员与车间用户的良好关系。我们定期(一个月左右)召开KeyUsers会议,收集问题并解决,使得系统使用效率大大提高。6.4小结本章首先通过半导体MESSBCD-CIM系统的界面图形,展示了系统主要功能的应用方式,以及报表模块的运行模式,然后简要总结了我们的制造车间在实施SBCD-CIM系统以后所带来的收益以及项目实施过程给我们带来的参考意义。第73页
上海交通大学工程硕士学位论文第七章结束语第七章结束语7.1全文总结在本论文中,我们以MES系统,主要是半导体行业的MES系统为研究对象,对MES的发展过程,MES技术,半导体制造业的发展现状、特征,半导体行业MES的功能和实现等等做了研究。经过研究分析,总结出以下几点:1、MES的产生来自于企业内部需求,从最开始的功能单一,逐步发展到MES系统功能的标准化,产品化,而且行业区别十分明显。尽管人们一直在寻求更好的方案和技术,企图开发出更加通用化的MES系统,做到配置、部署方便,用户设置灵活,而且适用于不同的行业,但从目前的应用情况看,用户更看重方案的专业性,不希望变化太多的系统影响产品的最终性能,也不愿意在MES产品实施期间,项目周期太长,而希望有本行业的成熟产品,直接照搬套用。因此,更成熟更适用于某个行业的产品,在市场中占用的份额就更高。2、从企业的角度来看MES位于企业中的位置,可以发现:MES是生产现场与管理阶层沟通的渠道,MES犹如一道窗口,生产现场可以利用MES和管理阶层对话,管理阶层可以透过MES,更加了解生产现场。此外,MES具备精确掌握现场的能力,企业有了MES,可监控生产流程,使生产管理人员能够针对生产线上的任何变化,适时调整生产管理决策。而从信息技术的层面来看MES,可以发现MES是企业信息系统的基础,没有扎实的MES系统,其他信息系统很难顺利推行,即使是市场上最受欢迎的ERP系统,也必须实施与MES系统的接口,才能更好的进行生产规划,以提升效率,节约生产成本。所以,接口技术,也成为信息系统技术的重中之重。3、半导体行业流程相当复杂,技术含量高,包括很多复杂的物理变化和化学变化。在半导体制造过程中,每一个关键工序都可能造成质量问题,为确保加工批次都在稳定的工艺状态下生产,必须收集大量的测试数据,然后通过进行数据趋势分析和相关性分析,及早发现问题并找到消除异常因素的改进方案。因此,半导体行业MES最主要的功能,就是进行生产线实时数据的收集,对各种生产活动进行控制和跟踪,包括在制品的流程管理,报废/回收/返工,暂停/释放管理,质量管理等等,目的就是尽量使每一片价值很高的硅片在稳定的工艺状态下生产,确保生产线处于良率较高的水平。4、无论是供应商产品还是本公司定制开发的产品,由于半导体制造工艺本第74页
上海交通大学工程硕士学位论文第七章结束语身的复杂性,都可能存在与企业发展需求不相适应的情况,而且可能由于信息技术的不断发展和提高,需要对MES产品进行硬件或者软件上的升级。对于制造部门这样一个企业的核心部门而言,所有的更新都必须以他们的需求为出发点,必须在确保生产正常运转的情况下,研究出最合适的方案,使MES系统更好的为制造部门乃至整个企业服务。7.2半导体MES未来发展众所周知,半导体制造业主力正在进入中国,随着越来越多高端制造厂的建立,企业对MES的需求也会迅速提高,在MES基本需求实现的基础上,要求更加成熟且更灵活的产品出现。MES理论正在逐步完善,MES系统的核心功能也越来越稳定成熟,产业的发展必将带动制造业信息化朝着更为智能的方向发展。届时,MES的功能将从数据的收集、处理,走向智能化的知识管理。由于制造流程的工序繁多,各种机台,各种产品的生产状况和信息量庞大,必须有良好的分析工具及时进行归纳整理、比较、预测、评估,使信息变成有用的知识,才能帮助制造业者对各种状况进行判断分析,以至于做出明智的决策。从技术方面来看,MES系统将朝集成范围更为广泛的方向发展,不仅包括制造车间本身,而且覆盖企业整个业务流程。通过建立能流、物流、质量、设备状态的统一工厂数据模型,开发模型维护工具,使数据适应企业业务流程的变更或重组的需求,真正实现MES软件系统的开放、可配置、易维护。在集成方式上更为快捷方便和易于实现,通过制定MES系统设计、开发的技术标准,使不同软件供应商的MES构件和其他异构的信息化构件可以实现标准化互连与互操作以及即插即用等功能,并能方便地实现对遗留系统的保护。可以预测,MES的标准化进程将成为推动MES发展的强大动力。信息技术的发展将带动我们国内的MES系统从大中型企业不断深入的走向中小型企业,最终形成支撑整个离散和流程制造业的MES技术体系、方法和系统,从而出现MES系统大规模推广应用的局面。第75页
上海交通大学工程硕士学位论文参考文献参考文献[1]丁娅琳.MES路漫漫.企业信息化网.2005年7月31日.http://www.e-works.net.cn/ewk2004/ewkArticles/462/Article31822.htm[2]麦炳.2005年MES产业技术论坛.赛迪网.2005年6月http://industry.ccidnet.com/pub/article/c65_a275819_p1.html[3]褚健.MES的三个目标.赛迪网2005年7月.http://industry.ccidnet.com/art/883/20050723/293147_1.html[4]黄培.2004年制造业信息化关键词.2005年1月.http://articles.e-works.net.cn/521/Article27318.htm[5]邵新宇.MES技术的发展现状与展望.华中科技大学教授.2006.[6]曹江辉,王宁生.制造执行系统MES现状与发展趋势.2002年7月.http://articles.e-works.net.cn/Articles/462/Article7793_1.htm[7]张志檩.国内外制造执行系统(MES)的应用与发展[J].自动化博览.2004(5)[8]蒋汉桥,张徐凯等.MES,计划落实到执行的利器.企业信息化网.2006年2月.http://www.e-works.net.cn/tbbd/mes/index.htm[9]陈绍文.制造执行系统的若干理论问题.北京维深精益信息技术有限公司.2005年5月.http://www.chinalean.com/html/tech/leanerp/58.htm[10]廖年琛.半导体封装业MES导入成功因素之探讨[硕士论文].台湾国立中央大学.2003.[11]吴绍颖.企业如何建置提升整体生产体制的MES系统.台湾经济部工业自动化季刊.2002(2).[12]陈钢,刘艳,张路.明日“芯”世界.中国信息产业网-人民邮电报.2003年12月.[13]冯莉.CIM:“软硬”兼施稳中求胜.半导体制造.2007年5月.[14]制造业车间级管理系统(MES)及其典型结构.国际工业自动化网.2006年10月12日.http://www.iianews.com/ca/_01,ABC00000000000020882.shtml.[15]2005-2006中国IC制造产业研究报告.CN06.2006年2月.http://data.chinabyte.com/49/2406549.shtml[16]世界集成电路产业结构的变化及其发展历程.中国北京IC网.http://www.bjic.org.cn/l_abc/001.html[17]MESAInternational,“MESExplained:AHighLevelVision”WhitePaper6第76页'
- ";for(varj=0;j
您可能关注的文档
- 半导体行业第二批科创板半导体公司深度点评:中微安集榜上有名,奏响半导体科创强音
- 半导体行业科创板系列·五:安集微电子科技
- 半导体行业科创板系列·六:澜起科技
- 半导体行业科创板系列·十四:乐鑫科技
- 半导体行业国产替代:供需共振,国产半导体设备再启航
- 半导体行业电子“科创”系列报告:安集科技,顺应国内大发展,服务全球的的半导体材料供应商
- 半导体行业研究系列之五(功率半导体):电力电子核心,国产替代大势所趋
- 半导体行业科创板系列·十五:晶丰明源
- 半导体行业射频功率放大器行业深度研究:5G时代,射频功率放大器需求有望多点开花
- 2010年拓扑研究所全球半导体行业展望
- 2012年中国半导体行业以及分立器件发展介绍
- 雪球研报-半导体行业-东方证券黄盼盼解读半导体行业新政-雪球-20131128※
- 半导体行业IC设计系列报告三射频专题:5G时代,向上突破、向下整合
- 半导体行业职位招聘表
- 半导体行业:一张图看懂安集科技(A19044.SH),半导体材料领先企业
- 中国半导体行业协会与北京世纪保险经纪公司开展风险管理项目合作
- 半导体行业常用气体介绍
- 半导体行业:科创板半导体研究,浪起于微澜之间